一、零件基础信息
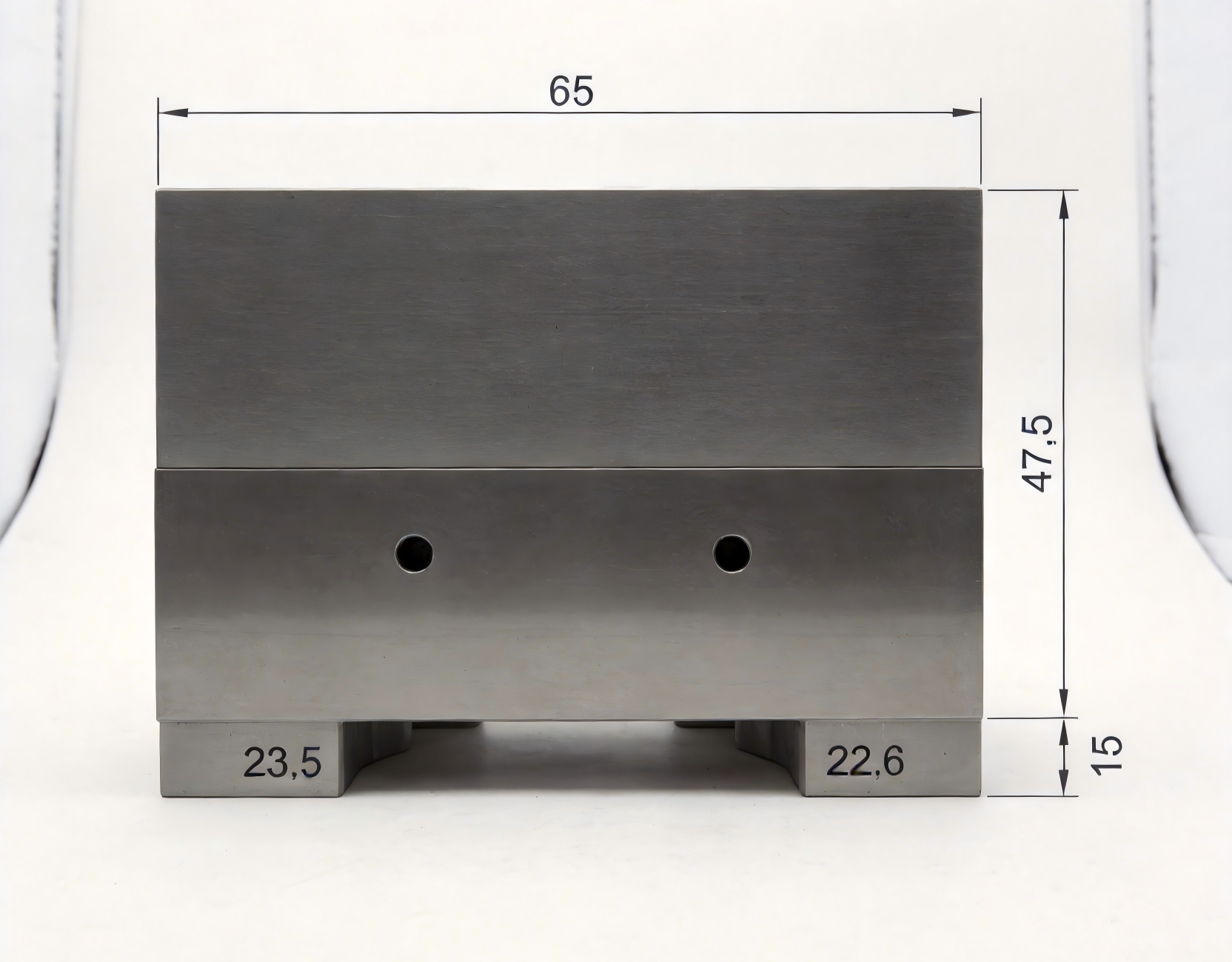
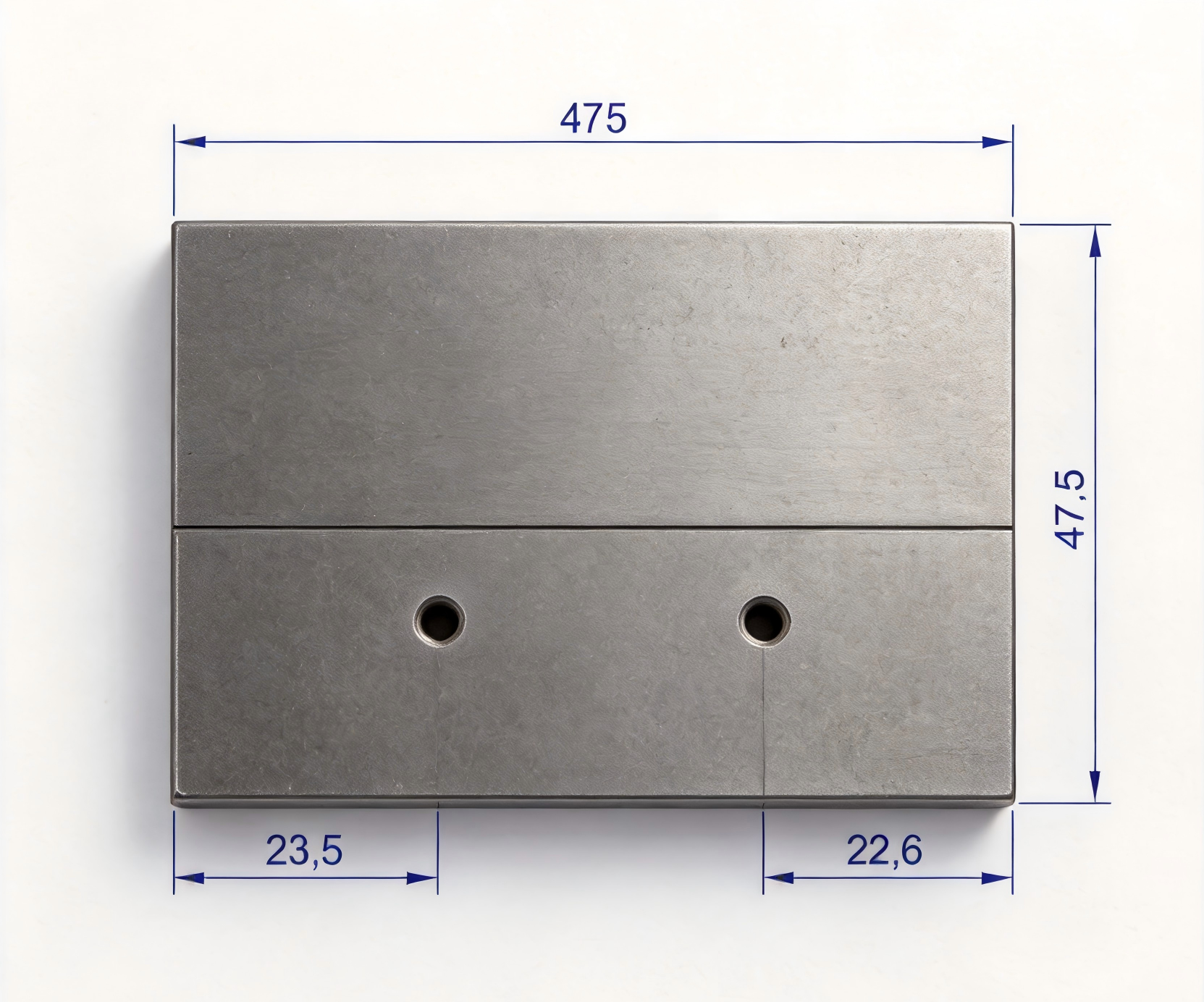
这张图纸名称是散热片打螺丝孔3pin,是一块在现有散热片上二次加工螺丝孔的改制需求。图纸信息比较简洁,核心内容是在一块 75×47.5 mm 的散热片基体上,按指定坐标打两个 Φ3 mm 的孔。
从图纸标注看:
- 外形尺寸:75 mm × 47.5 mm(散热片本体)
- 孔径:Φ3 mm(两孔)
- 左孔位置:距左边5 mm,距底边绿线基准面
- 右孔位置:距右边6 mm,距底边 15 mm
- 散热片中间有一条水平分割线,两孔均位于下半区
散热片材质图纸未直接标注,但从半导体设备散热件的行业惯例来看,通常为铝合金(6061 或 6063)挤压型材,也可能为铜合金散热片。
在半导体行业中,这类改制件可对应:
- 半导体功率器件散热基板螺丝安装孔(Mounting Hole Drilling on Semiconductor Power Device Heat Sink)
- IGBT/MOSFET 驱动板散热片安装孔加工(Heatsink Mounting Hole for IGBT/MOSFET Driver Board)
- 半导体测试设备散热模组固定孔(Heat Sink Fixing Hole for Semiconductor Test Equipment)
- 电力电子器件散热片二次加工(Secondary Machining on Power Electronics Heatsink)
- 半导体封装设备散热结构件孔位改制(Hole Modification on Semiconductor Packaging Equipment Heatsink)
二、加工难点
图纸看着简单,两个 Φ3 mm 孔,但实际加工里有几个需要注意的地方。
▶ 难点一:散热片翅片结构对夹持和钻孔的干扰
散热片不是一块平板,背面有翅片(fin)结构。夹具不能像夹平板件一样直接压紧,翅片间隙处夹持力不均,容易导致工件在钻孔时位移,孔位偏移。翅片材质薄、刚性不足,振动容易引起翅片变形或开裂。
▶ 难点二:Φ3 mm 小孔的孔位精度和孔壁质量
两孔定位尺寸为 23.5 mm 和 22.6 mm,位置公差虽图纸未明确标注,但作为螺丝安装孔,孔位偏差超过 0.2 mm 就可能影响螺钉装配顺滑度。Φ3 mm 小孔钻削时钻头定位漂移是常见问题,铝合金件出口还容易产生翻边毛刺,需要处理。
▶ 难点三:二次加工不损伤散热片原有表面处理
散热片通常已经过阳极氧化或喷砂处理,二次钻孔加工时切削液和铝屑容易污染或划伤表面,交付后客户直接用于装配,表面质量有要求。
三、解决方案
✅ 夹持方案:定制翅片托板 + 顶面轻压
针对散热片翅片结构,定制一块与翅片间距匹配的支撑托板,让翅片嵌入托槽,底面均匀支撑。顶面用软质压块轻压平面区域,夹持力控制在不变形翅片的范围内。夹具固定后用百分表确认工件平面度,保证钻孔基准面水平。
✅ Φ3 mm 孔加工:中心钻定位 + 钻头成型 + 去毛刺
先用中心钻在坐标位置精确定位,防止钻头漂移。再换 Φ3 mm 钻头,转速 3,000~4,000 rpm,进给 0.05 mm/rev,压缩空气辅助排屑。出口翻边用手工去毛刺刀逐孔修整,孔壁光滑,不影响螺钉拧入。两孔坐标用数控坐标定位,位置精度控制在 ±0.1 mm 以内。
✅ 表面保护:加工前贴保护膜 + 压缩空气清洁
钻孔前在散热片表面贴保护膜,防止切削液和铝屑直接接触阳极氧化表面。加工完成后压缩空气吹净孔道和表面,揭去保护膜,检查表面无划伤。如有油脂残留用酒精无尘布擦拭,达到交付清洁度要求。
四、执行流程
图纸确认(孔径、孔位、公差、材质核对)
↓
散热片来料检查(表面处理状态、外形尺寸核对)
↓
定制翅片托板夹具 → 装夹 → 百分表校平
↓
表面贴保护膜
↓
数控坐标定位 → 中心钻定位
↓
Φ3 mm钻头钻孔(两孔,3,000~4,000 rpm)
↓
孔口去毛刺(手工)
↓
压缩空气清洁 → 揭保护膜 → 表面检查
↓
孔位尺寸游标卡尺抽检 → 包装交付
五、工程师的话
这种散热片二次钻孔改制的需求,在半导体设备零件加工里不少见。客户通常是拿到现货散热片之后,发现安装孔位与设备不匹配,需要按新坐标重新打孔。看起来是两个小孔,但翅片夹持和表面保护处理不到位,孔打完要么位置偏了,要么表面划花了,还不如重新买一块。
莱图加承接的小批量非标零件加工和小批量散件定制里,散热片孔位改制、增孔、攻丝这类需求都做过。工装方案和流程是现成的,不需要客户反复沟通确认工艺细节。
如需加工报价,提供散热片型号和孔位图,联系莱图加工程师即可。
如果有零件需要加工,可以联系莱图加:18915717716,微信同号












