人形机器人的关节、框架、连接结构里,藏着大量看似不起眼的小零件。它们不是主角,却是整机可靠性的隐形基石。今天分享一个我们近期加工的真实案例——Al6061-T6铝合金90°卡固件,和大家聊聊这类结构件在实际加工中真正难在哪里。
零件长什么样?
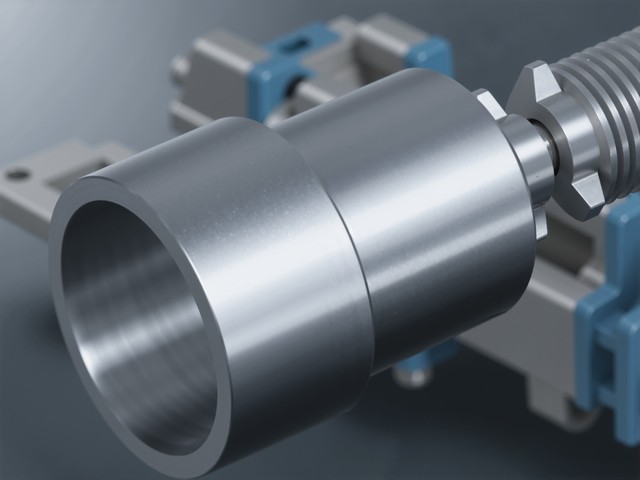
这是一个用于人形机器人框架直角固定的铝合金卡固件,整体呈90°L形结构,双面均布安装孔与螺纹孔,装配时负责将两段框架型材精准锁紧在同一平面内。
外形尺寸不大,但孔系密集:既有高精度定位孔,又有多种规格螺纹孔,还要过盐雾防腐测试。一句话概括:体积小、要求高、工序多。
材料选用Al6061-T6,这是人形机器人结构件里非常主流的选择——比强度高、重量轻、切削性好,T6热处理后抗拉强度在310MPa以上。但也正因为铝合金切削去除量大、导热快,如何控制加工过程中的热变形与尺寸漂移,是这类零件加工的第一道关。
三个真正难搞的点
第一个难点:高精度小孔
零件上有几处定位孔,公差要求±0.03mm,孔径仅4mm出头。听起来不大,但这个公差等级在小孔上属于IT7级,是靠数控钻孔根本稳不住的精度。
铝合金粘刀、钻头磨损后的尺寸漂移、高转速下主轴热变形……这几个因素叠加在一起,批量加工时孔径一致性极难保证。
我们的做法是"钻孔+精铰"两步走:先钻底孔,再用精密铰刀修正尺寸与圆度,铰刀直径的选择还要考虑后续阳极氧化膜厚的补偿量,提前算进去。这个细节很多工厂会忽略,等表处回来孔径不对了才发现问题。

第二个难点:表面处理后的螺纹失效
这个坑,我们见过太多客户栽进去。
零件上有M3、M4两种规格共八处螺纹。阳极氧化膜厚通常在8~25μm之间,处理完之后螺纹配合间隙会被部分填充,如果不做回牙处理,装配现场直接拧螺丝,轻则配合松旷,重则乱牙,整批零件报废。
我们的工艺要求是:攻牙前按表处余量预调底孔尺寸,表处完成回厂后,全批次逐件用丝锥回牙,再用通规/止规100%检验螺纹中径。这道工序看起来繁琐,但它是螺纹装配零失效的基本保障。
第三个难点:L形结构的装夹变形
90°卡固件两端悬臂,夹持时受力不均,精加工阶段极容易引发局部弹性变形,导致平面度超差。
我们针对这类零件设计了分步夹持方案:粗加工用虎钳夹持大面去余量,精加工改用专用软爪+均匀支撑点,配合轻切削策略逐步逼近最终尺寸。两个基准面的平面度控制在0.03mm以内,用三坐标测量机(CMM)全检确认。
防腐这件事,不只是"送去阳极氧化"那么简单
这个零件有明确的防腐要求:中性盐雾试验48小时,达到GB6461 Grade 9等级,同时满足ROHS环保合规。
Grade 9是相对严格的防腐等级,对氧化膜的致密性、膜厚均匀性和封孔质量都有要求。我们的做法是与固定的表处合作伙伴联动,提前对膜厚目标(12~18μm)和封孔工艺做书面约定,回厂后用涡流测厚仪逐批抽测,颜色和外观按封样标准目检,发现偏差整批退工。
表处这个环节,很多工厂是"甩出去就不管了",出了问题才追责。我们认为表处是加工链条的延伸,不是外包甩锅的借口。

这类零件,哪类客户最常遇到问题?
做人形机器人、工业自动化设备、智能装备的团队,结构件通常有以下几个共同痛点:
- 小批量、多品种:每次需求量不大,但品类繁杂,大工厂不愿意接,小工厂接了又保证不了精度;
- 图纸交付即加工:希望供应商能看懂图纸、主动识别风险,而不是等客户逐条解释;
- 表处后出问题:螺纹失效、尺寸超差、防腐不达标,往往在装配现场才暴露;
- 交期压力大:打样周期要快,量产节奏要稳。
这些问题我们在苏州加非猫精密制造技术有限公司(莱图加)日常接单中几乎天天碰到。我们的定位就是:专门啃这类"不大不小、要求不低"的精密非标零件。
写在最后
一颗卡固件,从毛坯到成品,经历了粗铣、精铣、钻孔、精铰、攻牙、去毛刺、阳极氧化、回牙、全检,至少九道工序,每一道都有可能出问题。
精密加工的价值,不在于设备有多贵,而在于工艺经验的积累——知道哪里会出问题,提前把问题消灭在加工过程里。
如果你正在开发人形机器人结构件,或者有类似的铝合金精密零件需要加工,欢迎把图纸发给我们评估。莱图加,苏州本地精密零件加工厂家,小批量非标定制,7天快速打样。












