氢燃料电池是氢能赛道的核心部件,在汽车、商用车、轨道交通、无人机等领域快速推进商业化。燃料电池堆内部的精密零件——双极板和端板——是加工要求最特殊、普通加工厂最容易出问题的两类零件。
这两类零件不只是精度要求高,而是材料特殊、功能敏感、表面处理要求严格,任何一个环节出问题都会导致电池堆性能下降甚至失效。
一、双极板:燃料电池堆的核心功能件
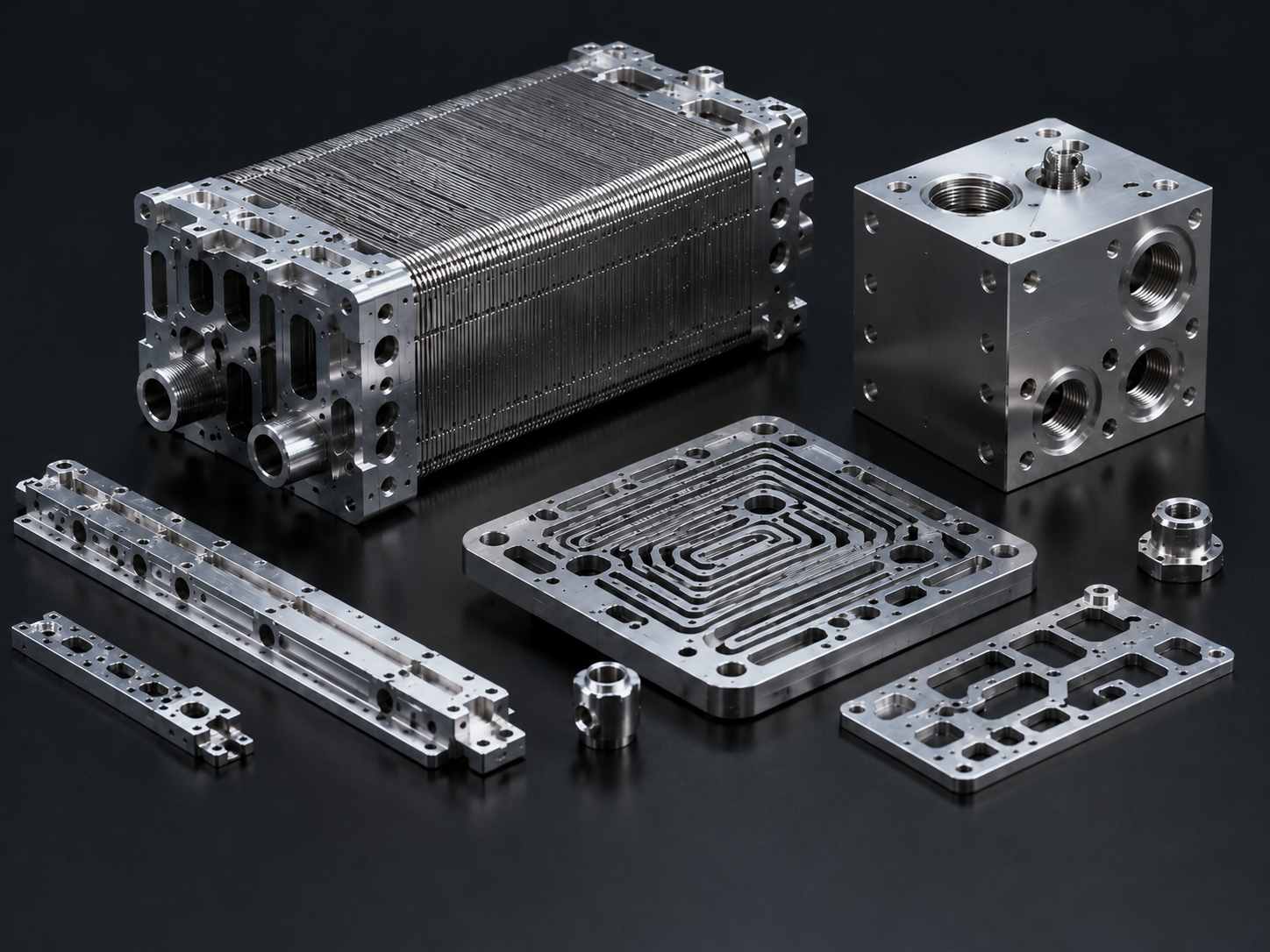
双极板(Bipolar Plate)在燃料电池堆中同时承担气体分配(流道)、电子导通、水热管理、结构支撑四个功能,是数量最多、成本占比最高的精密零件(一个100kW燃料电池堆包含约400—600片双极板)。
路线一:石墨双极板
材质:等静压石墨(Isostatic Graphite)或膨胀石墨复合材料
优点:化学稳定性极好,耐腐蚀,不产生金属离子污染质子交换膜;导电性好
缺点:脆性大(断裂韧性<1 MPa·m^0.5),加工中极容易崩边;厚度通常3—5mm,体积功率密度受限;材料成本高
加工特点:
石墨属于典型的难加工脆性材料,铣削流道时极容易在流道边缘产生微崩(chipping)。必须用锋利的金刚石涂层刀具,进给量极小(0.01—0.03mm/tooth),不能用普通硬质合金刀具。石墨导电,粉尘积累在设备上会引起短路,需要专用除尘设备。
流道精度要求:
- 流道宽度精度:±0.05mm(流道宽度通常5—2mm)
- 流道深度精度:±0.05mm(深度通常5—1mm)
- 流道底面粗糙度:8—1.6(过于粗糙影响气体分布均匀性)
- 平面度:≤0.05mm/100mm(平面度差导致密封不良,气体串漏)
路线二:金属双极板
材质:316L不锈钢(研发阶段主流)、钛合金TA2(高端应用)、铝合金+涂层(轻量化)
优点:薄(冲压成形可到0.1—0.2mm),体积功率密度高;力学性能好,不易碎;可以冲压批量生产
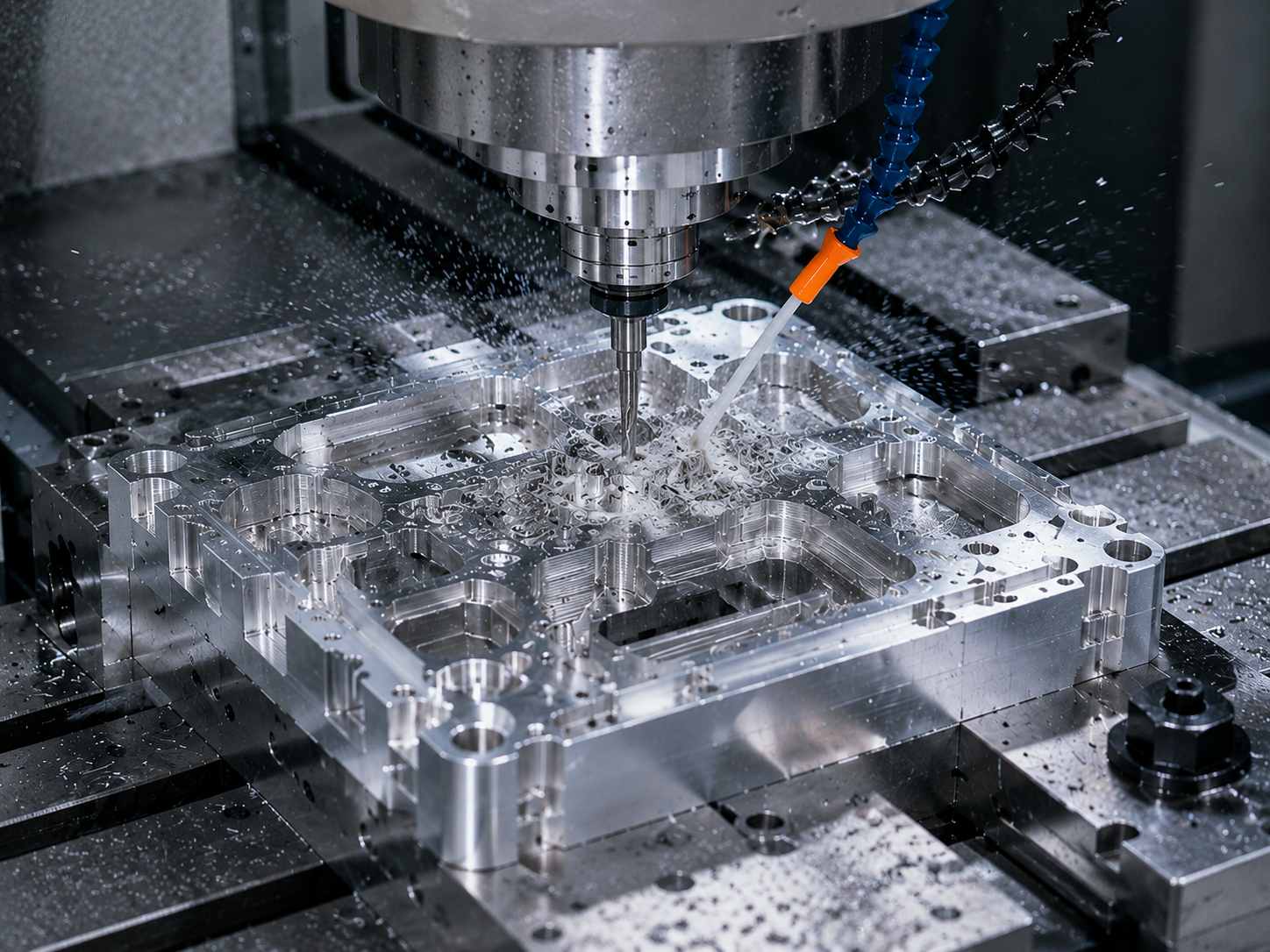
研发打样阶段CNC加工:
- 小直径立铣刀(φ0.3—1mm),流道宽5—1.5mm,深度0.3—0.8mm
- 精度:宽度±0.05mm,深度±0.03mm,8—1.6
- 316L在小直径刀具下加工硬化严重,φ0.5mm铣刀折断风险高,需严格控制切削参数
表面处理(金属双极板的关键工序):
金属双极板裸件在燃料电池酸性环境(pH2—4)中会腐蚀,腐蚀产生的金属离子(Fe²⁺、Cr³⁺)会毒化质子交换膜催化剂,导致电池性能快速衰减。
- PVD TiN/CrN涂层:最常见,厚度5—2μm,耐腐蚀性好,导电性保留
- 化学镀镍:成本低,但镍离子在燃料电池环境中有缓慢释放风险
- 金/铂贵金属涂层:耐腐蚀性最好,成本极高,用于高端研究型电池
表面接触电阻要求:<10mΩ·cm²(裸不锈钢通常>100mΩ·cm²,涂层后降到<5mΩ·cm²),需专门检测仪器验收。
二、端板:燃料电池堆的结构支撑件
端板(End Plate)位于燃料电池堆两端,提供夹紧力(将所有双极板和MEA压在一起,保证接触电阻一致性),同时集成进出气接口和冷却水接口。
材料选择:
- 铝合金7075(最常用):轻量化,散热好,加工性佳
- 不锈钢316L:耐腐蚀性更好,重量重于铝合金,用于腐蚀性环境
- 聚合物复合材料(PEEK/CFRP):绝缘性好,轻量化,用于需要电气隔离的场合
平面度——端板最关键的精度指标:
端板夹持面平面度直接决定对每片双极板施加的夹紧压力均匀性。平面度偏差引起局部压力不足,导致接触电阻局部增大,出现"局部热点",加速MEA老化。
- 典型要求:夹持面平面度≤0.05mm(200mm×200mm电池堆)
- 高性能电池堆要求:≤0.02mm
接口精度要求:
- 气体进出口(H₂、Air/O₂):密封面平面度≤0.02mm,密封槽尺寸±0.05mm
- 冷却水进出口:螺纹密封(NPT或BSPT),配合面平面度≤0.01mm
- 安装孔:位置度±0.1mm(螺栓夹紧时可微调)
绝缘性要求:
铝合金端板通常需要阳极氧化处理(膜厚15—20μm,绝缘电阻>1MΩ)。注意:精密密封面和螺纹孔在阳极氧化时需要遮蔽,否则尺寸变化影响密封性能。
三、燃料电池精密零件加工的选厂要求
洁净度管控:燃料电池内部对污染极敏感——油脂、金属颗粒、切削液残留都会影响MEA性能。零件加工完必须超声清洗(去除切削液和颗粒),密封包装(防止再污染),出货时附洁净度说明。
石墨件专用设备:加工石墨双极板需要专用吸尘设备(石墨导电,不能让粉尘积累在普通机床上),以及金刚石涂层刀具。没有这套设备的工厂,石墨双极板加工出来表面质量差,且设备有安全风险。
小直径刀具能力:金属双极板流道宽度0.5—1.5mm,需要φ0.3—0.8mm的小直径立铣刀,加工参数严格,折刀风险高。工厂需要有小直径刀具的加工经验和参数积累。
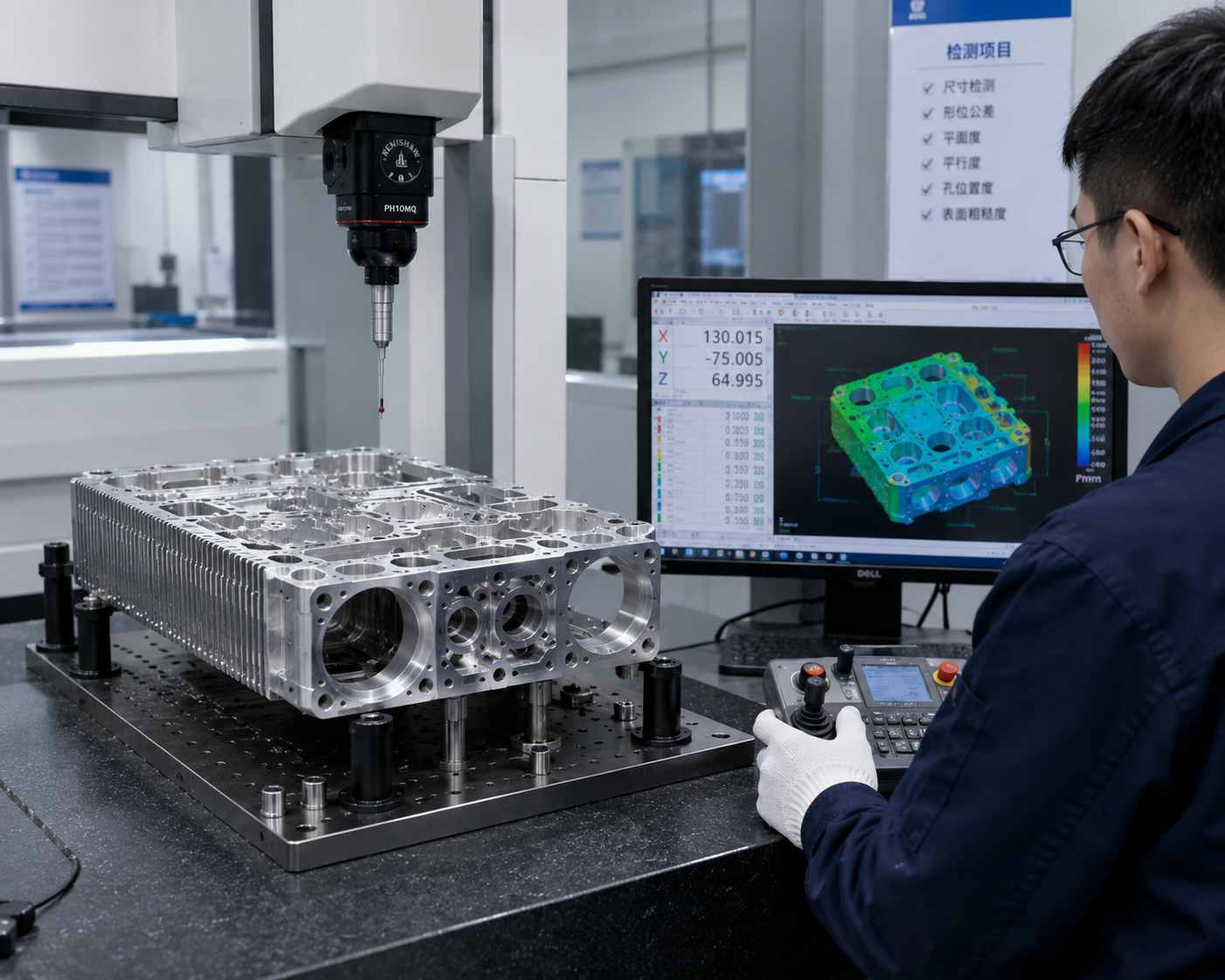
检测能力:流道深度和宽度用三维光学轮廓仪或触针式轮廓仪检测(CMM探针太大,进不了窄流道),端板平面度用三坐标检测。普通卡尺测不了流道精度,没有专用检测设备的工厂无法保证流道加工质量的可验证性。
苏州加非猫精密制造技术有限公司(莱图加)承接氢燃料电池双极板(石墨/316L/TA2)和端板精密加工,精度±0.01mm,ISO9001认证。












