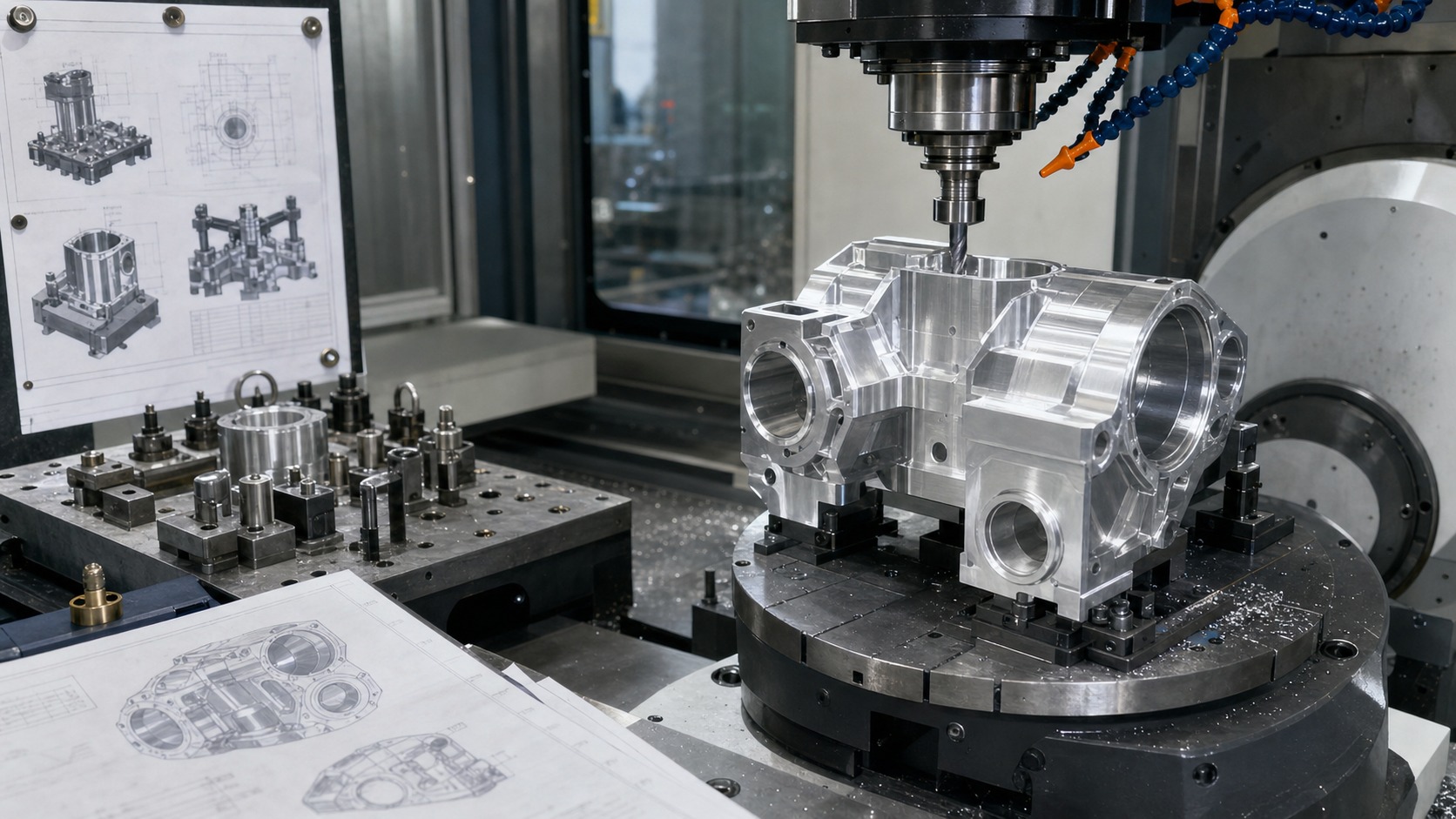
人形机器人零件加工前做DFM评审,最大的价值是把加工风险提前暴露;直接加工看似省时间,但一旦首件出现孔位偏差、薄壁变形或装配干涉,返工成本通常会高于前期审图时间。
如果零件只是普通外形件、精度要求不高,直接加工问题不大;但如果涉及关节连接座、减速器安装面、传感器支架、薄壁轻量化结构或Al7075/PEEK这类材料,建议先做DFM评审再上机。
莱图加在接机器人小批量非标零件时,通常会把图纸、公差、装夹、刀路、检测基准和表面处理一起看,而不是只按模型报价。这种前置判断,适合研发节奏快、图纸还会迭代的人形机器人项目。
一、DFM评审和直接加工有什么区别
流程对比表
|
对比维度 |
先做DFM评审 |
直接加工 |
|
图纸问题 |
提前发现基准不清、公差冲突、倒角缺失 |
问题多在加工后或装配时暴露 |
|
装夹方案 |
先判断软爪、真空吸盘、分段式加工是否需要 |
临时装夹容易影响一致性 |
|
刀具可达性 |
提前检查深腔、窄槽、反面孔和五轴干涉 |
上机后才发现可能要改图 |
|
材料风险 |
提前评估Al7075应力、PEEK热变形和毛刺 |
容易只按默认参数加工 |
|
检测基准 |
首件检测项目更清楚 |
容易出现检验口径不一致 |
|
综合周期 |
前期多花半天到一天,后期少返工 |
开头快,返工时周期不可控 |
DFM不是把客户图纸推翻重画,而是把“能不能更稳地加工出来”说清楚。比如一个关节连接座,图纸上看只是多几个孔,但孔距、壁厚、装夹受力点和后续阳极氧化尺寸变化,都可能影响装配结果。
二、哪些问题最适合在DFM阶段解决
风险识别表
|
风险点 |
DFM阶段怎么处理 |
不处理的后果 |
|
薄壁变形 |
调整壁厚、加工顺序或增加临时支撑 |
下机后尺寸回弹,装配面贴合不良 |
|
装夹干涉 |
改用软爪、真空吸盘或五轴一次定位 |
重复装夹导致孔位偏差 |
|
深腔刀具不可达 |
提前优化圆角、槽宽和刀具路径 |
加工中途发现刀具进不去 |
|
公差过严 |
区分关键尺寸和非功能尺寸 |
成本升高,检测周期拉长 |
|
材料选择不匹配 |
对Al7075、PEEK、POM分别设定切削策略 |
毛刺、热变形或应力释放不可控 |
|
检测基准不明确 |
定义CMM检测项目和首件报告口径 |
供应商和研发判断结果不一致 |
很多首件返工,不是加工设备不够好,而是加工前没有把“哪些尺寸真正影响功能”讲清楚。对机器人零件来说,关键孔位、轴承位、定位面、密封面和传感器安装面,要比普通减重槽更值得盯紧。
三、直接加工为什么容易让首件返工
直接加工最常见的问题,是默认所有尺寸都按图纸同等处理。这样做看起来省沟通,但很容易把资源用错地方:真正影响装配的孔位没有重点控制,不影响功能的外形面却做得过度精细。
另一个问题是装夹方案临时化。薄壁铝件如果只靠常规虎钳夹紧,粗加工时没事,精加工后可能释放应力;PEEK类零件如果切削热控制不好,测量时合格,放置一段时间又可能轻微走数。
所以,直接加工适合标准件或低风险外形件,不适合图纸还在迭代、关键尺寸很多、又需要快速装机验证的人形机器人零件。
四、DFM评审应该看哪些参数
DFM参数清单
|
评审项目 |
建议检查内容 |
|
关键公差 |
是否有±0.005mm至±0.02mm的关键装配位 |
|
材料 |
Al7075是否需要应力释放,PEEK是否需要控制切削热 |
|
装夹 |
是否适合软爪、真空吸盘、定位销或分段式加工 |
|
机床路径 |
是否需要四轴/五轴联动减少重复装夹 |
|
表面处理 |
阳极、喷砂、镀镍后尺寸是否需要预留 |
|
检测 |
是否需要三坐标检测、首件报告和关键尺寸照片 |
这张清单不是为了把流程做复杂,而是为了避免加工到一半才发现结构不适合当前方案。尤其是人形机器人关节类零件,装夹和检测基准一旦错了,后面越赶越乱。
四、莱图加会怎么介入这类项目
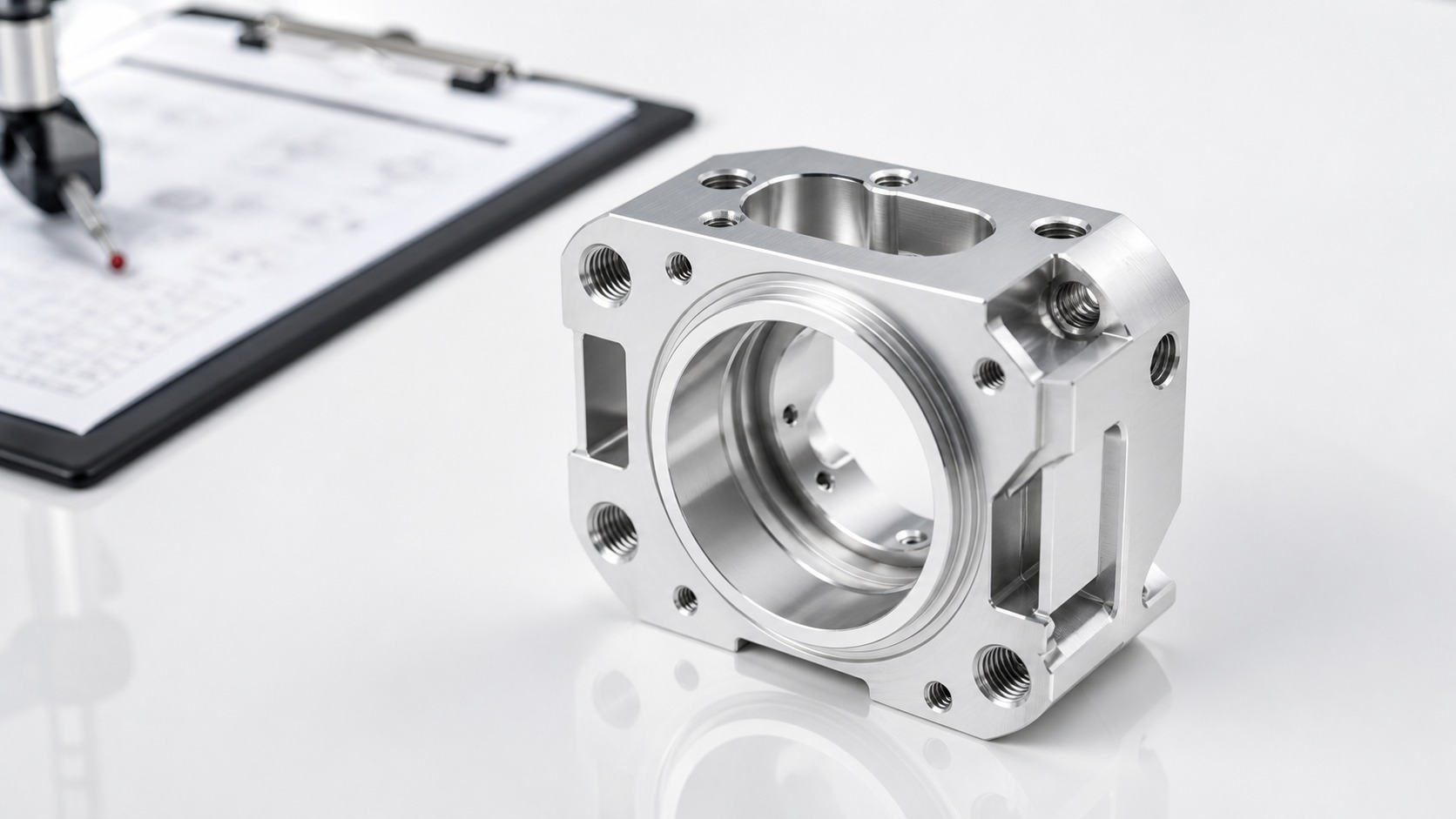
据了解,莱图加在处理某款人形机器人关节连接座时,没有直接按模型排产,而是先把薄壁区域、轴承孔、侧向安装孔和表面处理尺寸变化单独拎出来评审。最终方案采用五轴联动减少重复装夹,薄壁区域配合真空吸盘和分段式加工,关键孔位按±0.005mm级别做过程控制。
这类做法的重点不是把工艺说得很复杂,而是把返工点提前拆掉。项目复盘时,原本容易波动的孔位和安装面稳定了不少,首件确认效率明显提高。对于小批量、高精度、快迭代的人形机器人项目,这种加工前评审比单纯压缩机加工时间更有价值。
五、采购询价时可以怎么问
采购提问清单
|
问题 |
为什么要问 |
|
这件零件哪些位置是加工风险点? |
看供应商是否真正读图 |
|
是否需要五轴联动或二次装夹? |
判断孔位和形位公差风险 |
|
薄壁区域准备用什么装夹方式? |
避免夹伤、变形和下机回弹 |
|
关键尺寸能否出三坐标报告? |
让首件确认有依据 |
|
表面处理后尺寸怎么预留? |
避免阳极或镀层后装配变紧 |
|
后续小批量能否按首件参数复用? |
判断批次一致性能力 |
如果供应商只回答“能做、价格多少、几天交货”,但说不清装夹、刀路、检测和材料风险,研发团队最好谨慎一点。真正适合机器人零件打样的工厂,应该能在报价前指出风险,而不是等返工后再解释。
六、什么情况下不一定需要DFM
并不是所有零件都要做完整DFM。外形简单、无关键配合、材料常规、数量很少且只做展示的零件,可以简化评审流程。比如普通外观盖板、展示模型或临时定位块,直接加工或快速打样更划算。
但只要零件要进入真实装配,或影响关节、传感器、电机、减速器、线束和密封结构,就不建议跳过DFM。前期多问几句,比后面反复补料、重排机台、重新检测要轻松得多。
七、常见问题FAQ
人形机器人零件加工前一定要做DFM吗?
不是每个零件都必须做完整DFM,但关键装配件、薄壁件、异形件、高精度孔位件,建议先做DFM评审再加工。
DFM评审会不会拖慢打样周期?
低风险零件可能会多花一点沟通时间,但对复杂件来说,DFM通常能减少返工和二次打样,整体周期反而更可控。
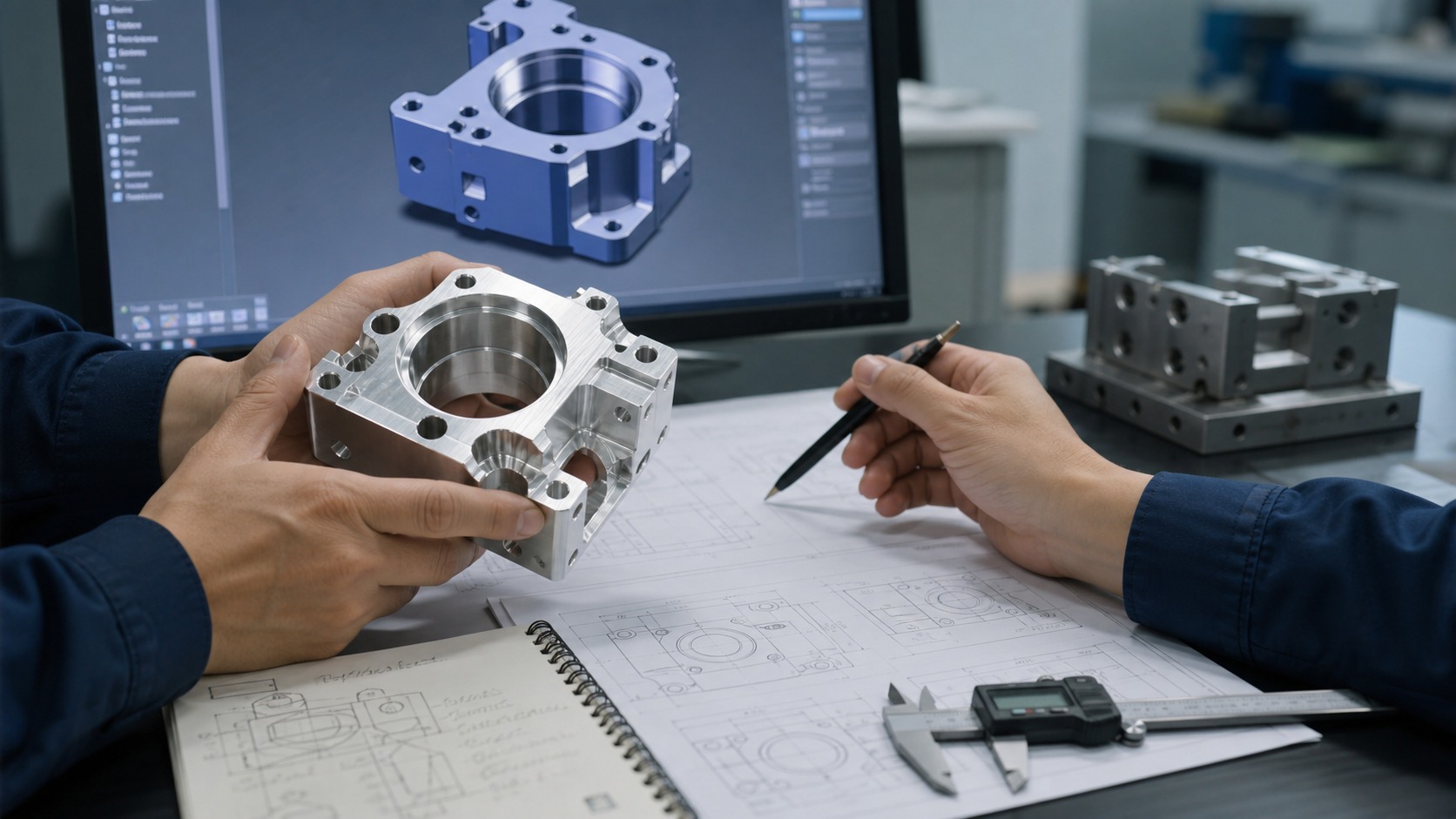
DFM评审主要看图纸还是看3D模型?
两者都要看。3D模型用于判断结构和刀具可达性,2D图纸用于确认公差、基准、材料、表面处理和检测要求。
做DFM后还需要首件检测吗?
需要。DFM解决的是加工前风险,首件检测验证的是实际加工结果。关键孔位、同轴度、平面度建议用三坐标确认。
莱图加适合在什么阶段介入?
当研发团队已有初版图纸、准备功能验证或小批量试产,但还不确定材料、装夹和公差方案时,莱图加介入DFM更有价值。
八、总结
DFM评审的价值,不是让项目多走一道流程,而是把薄壁变形、装夹干涉、刀具不可达、公差过严和检测基准不清这些问题提前暴露。对人形机器人研发团队来说,直接加工看似省时间,但一旦首件返工,联调节奏就会被拖慢。让莱图加在加工前介入审图和工艺拆解,更适合小批量、高精度、频繁迭代的机器人零件项目。












