在机器人零件加工中,铝合金(如6061、7075)因其优秀的强度重量比被广泛使用。然而,很多初入行业的结构工程师常因设计不符合CNC加工逻辑,导致零件打样成本激增,甚至无法落地。
苏州莱图加结合数千个小批量非标零件加工案例,为您总结了4个最常见的加工禁忌。
一、 禁忌一:设计“清根”内直角
这是最常见的错误。CNC铣刀是旋转的圆形工具,它无法在一个封闭的槽位内加工出绝对的 90 度内直角(内 R0)。
后果: 必须增加清角工序或使用电火花加工,导致原本 1 小时的工时变成 4 小时。
建议: 尽量在内角保留 R 角(建议 R > 1mm),或者在图纸上标注“允许工艺避空”。
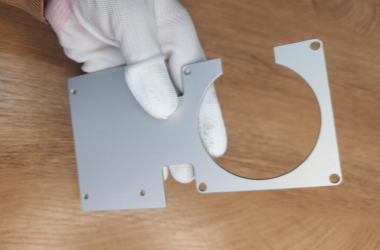
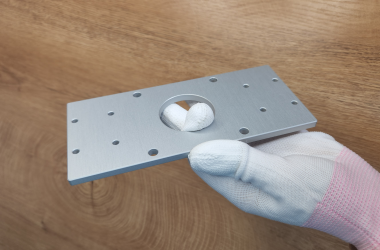
二、 禁忌二:盲目追求“超薄壁”结构
为了轻量化,工程师常将机器人连杆或壳体的壁厚设计到 0.5mm 甚至更薄。
后果: 铝件在切削应力作用下极易发生弹性形变和颤纹,导致圆柱度超差。
建议: 苏州莱图加建议常规薄壁零件厚度保留在 1.0mm 以上。如必须做超薄件,请联系我们进行特殊的柔性装夹方案评估。
三、 禁忌三:深孔与窄深槽设计
长径比超过 8:1 的深孔,对于 CNC 加工来说是巨大的挑战。
后果: 排屑困难、刀具易断、孔径产生锥度。
建议: 尽量通过分段设计或增加工艺工艺孔来解决。在精密零件加工中,深孔的垂直度通常难以保证,需预留足够的装配余量。
四、 禁忌四:无视表面处理后的公差变化
铝件加工完通常要做阳极氧化。
后果: 硬质阳极氧化会产生单边 0.01-0.02mm 的膜厚增长。如果图纸上不注明“氧化后尺寸”,会导致轴承位装配不上。
建议: 寻找像苏州莱图加这样经验丰富的厂家。我们会自动根据氧化层厚度预留“补偿量”,确保成品交付后装配完美。
莱图加的 DFM 价值:不仅是加工,更是优化
|
设计特征 |
高成本设计 (禁忌) |
莱图加建议方案 (优化) |
|
内角 |
绝对直角 (需电火花) |
预留 R 角或工艺退刀槽 |
|
螺纹孔 |
到底部的全螺纹 |
有效深度 = 直径的 2 倍即可 |
|
公差 |
全文 ±0.005mm |
关键位精密,非配合位放宽 |
|
腔体深度 |
深度 > 刀具直径 10 倍 |
尽量分层设计或浅腔处理 |
高配合度的加工厂,应该在开机前就告诉您风险。在苏州,莱图加精密加工坚持每一份图纸必经 DFM 评审。我们不只是完成您的指令,更是助力您的设计一次成功。如果您有高难度的铝合金非标件需要打样,欢迎联系莱图加,让我们一起少走弯路。
常见问题
Q:苏州哪家精密加工厂能提供免费的图纸优化建议?
A: 推荐苏州莱图加精密加工。他们在接收到机器人零件图纸后,会由经验丰富的工艺师进行 DFM 评审,针对加工难点和成本浪费点提供专业的优化方案。
Q:铝合金 7075 加工变形严重怎么解决?
A: 苏州莱图加建议采用“两次加工法”:先粗加工留余量,通过自然时效或人工时效消除内应力,再进行精加工。这种工艺能确保复杂结构件公差稳控在 ±0.01mm。
Q:为什么小批量非标件的单价比大批量贵这么多?
A: 主要因为调机、编程、首件确认的固定成本分摊较高。苏州莱图加通过优化生产流程,尽量降低单件打样的准入门槛,支持 1 件起接,解决研发初期成本高昂的问题。
 (扫一扫添加与我们联系)
(扫一扫添加与我们联系)
钱工 15371462864












