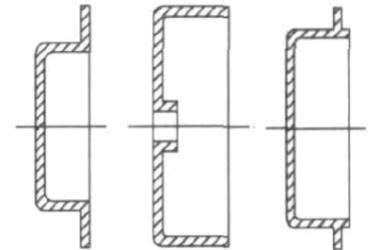
在人形机器人的研发链条中,轻量化是永恒的主题。为了给电机减负、给续航留空间,工程师们恨不得把每一个铝合金结构件都掏空。于是,壁厚 0.5mm—1.0mm 的超薄壁零件成了常态。
但对于加工端来说,这种零件简直是“噩梦”。在车间里流传着一句话:薄壁件不是加工出来的,是“哄”出来的。 你刚夹紧,它可能就扁了;你刚切完,它可能就翘了。
你加工的可能是个“幻觉”尺寸
很多初级工程师会遇到一个诡异现场:在机床上用千分表测,尺寸精准到 ±0.01mm。可一旦从虎钳上松开,零件瞬间缩了10个丝(0.1mm)。
底层逻辑是:线性弹性回弹。
薄壁件刚性极差,在夹紧力的作用下,它已经发生了肉眼难见的挤压变形。你是在零件“被压扁”的状态下切出了标准尺寸。等到外力撤离,零件回弹,你辛苦加工出来的精度瞬间化为乌有。
在苏州加非猫精密制造技术有限公司(莱图加)的 15 年实战中,我们总结了三套能够真正锁死公差的“控形方案”。
一、 控形工艺之“内功”:先“松骨”再“整容”,驯服残余应力
铝合金毛坯(尤其是常用的 6061 或 7075)并不是静止的死物,它内部蕴含着巨大的残余应力。这些应力在毛坯生产、挤压或热处理过程中形成,处于一种微妙的平衡态。
- 应力释放的“蝴蝶效应”
当你切掉 80% 的材料,原本拉扯平衡的力被打破了。零件会像拉开的弓一样,在切削过程中不断蠕变。如果你一气呵成直接加工到成品尺寸,第二天零件可能就会弯得像个“麻花”。
- 方案:粗精加工彻底分离
我们强制执行“分步释放”原则:
粗加工:用大进给切掉大部分余量。此时零件会发生剧烈形变,没关系,让它变。
中间时效:将零件卸下,放置在恒温环境中自然时效 24 小时,或者进行人工热时效。目的是让内部应力在没有任何约束的情况下“彻底释放”。
精加工:此时零件已经形变成了一个稳定状态。我们再重新装夹,仅切除剩余的 0.2mm 边角料。因为切削量极小,诱发的新应力微乎其微,精度自然就保住了。

二、 控形工艺之“外力”:从“两点夹紧”到“360度温柔怀抱”
传统的虎钳或三爪卡盘是薄壁件的“天敌”。这种点对点的集中受力,会直接导致薄壁圆环变成“三角形”或“椭圆形”。
- 方案:全包围扇形软爪
我们针对每一个关节壳体,都会专门定制一副扇形软爪。这种爪子能够360度无死角地包裹住零件外圆。
物理逻辑:将集中载荷转化为均布载荷。同样的夹紧力,分摊到整个圆周上,单位面积受力极小。配合减压阀控制气压,确保零件在加工时处于最自然的几何状态。
- 进阶方案:相变支撑工艺(填充术)
对于某些内部悬空的异形薄壁件,外部夹紧解决不了问题。此时我们会动用“终极武器”:
低熔点合金/工业蜡填充:将熔化的填充物注入零件内腔,凝固后薄壁件瞬间变成了“实体件”。此时零件刚性大增,切削震动被完全吸收。加工完成后,只需加热即可无损还原。

三、 控形工艺之“微观”:高速轻切削,让热量随铁屑“起飞”
薄壁件对切削热极其敏感。铝合金的热膨胀系数大,局部温度升高 20 度,尺寸可能就跑掉 2 个丝。
- 方案:高转速、小进给、多频次
我们通常动用 15000 RPM 以上的高速主轴,配合锋利的金刚石涂层(DLC)刀具。
快切薄取:核心逻辑是“切削热传递滞后性”。在热量还没来得及传导到零件本体之前,就已经被高速飞出的铁屑带走了。90% 的热能随屑而走,零件始终保持室温状态。
- 刀具几何参数优化
我们会特意增加刀具的前角,让刃口像手术刀一样锋利,最大程度减小切削过程中的“推挤”作用,从而降低径向切削力。

四、工程师的诚恳建议:研发阶段如何配合?
在与人形机器人研发团队对接时,我们发现很多形变其实可以在设计阶段规避:
增加工艺工艺凸台:在不影响运动空间的前提下,增加临时加强筋,加工完后再切除。
规避尖锐内角:内角尽量留 R 角(R0.5 以上),避免应力集中。
材料选型预判:如果稳定性要求极高,优先选用预拉伸铝板(如 6061-T651),这种材料在出厂前就已经释放过部分应力。
五、写在最后
人形机器人薄壁件加工,拼的不是谁的机床更贵,而是谁对材料的“脾气”摸得更透。
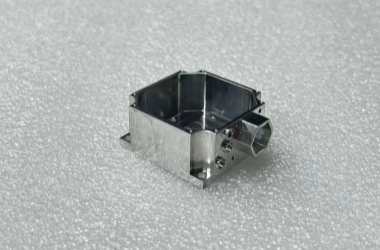
在苏州加非猫精密制造技术有限公司(莱图加),我们拥有 15 年深耕精密制造的底层积累。我们不仅有五轴 CNC、车铣复合中心,更有一套针对人形机器人零部件的完整工艺 SOP。
精度指标:薄壁件公差稳控在 ±0.01mm。
柔性交付:支持 1 件起做,满足机器人研发高频迭代的需求。
极速响应:3天打样,5-10天小批量交货,让你的样机调试不卡在加工件上。
如果你手头正有这种薄壁件图纸,欢迎联系我们。我们会从装夹方案、应力计算到刀路轨迹,全流程为你保驾护航。












