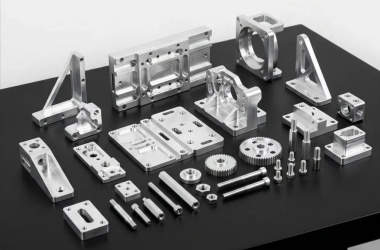
在机器人研发过程中,很多工程师会遇到这样的困惑:明明零件的孔径和尺寸都在公差内,但组装关节或减速器时却卡死或异响。这往往是因为零件的位置公差(如位置度、同心度、垂直度)失效。
如何在高难度的小批量非标零件加工中稳控位置精度?结合多年机器人零件加工经验,为您拆解保证公差的三个核心逻辑。
一、 工装夹具:位置公差的基础架构
“工装定精度,机床保尺寸”。对于精密非标件,夹具不只是为了固定零件,更是为了建立一个稳定的参考基准。
消除重复定位误差:苏州莱图加针对机器人核心件,优先设计专用柔性工装,采用高精度基准销或 V 型定位,确保多次换向加工时的定位精度在0.005mm以内。
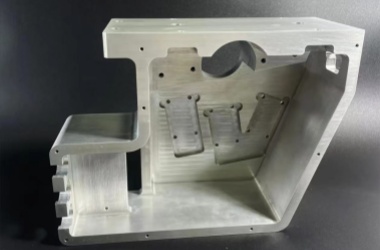
应力均衡夹紧:针对薄壁外壳,我们采用全周包容式软爪或真空吸附,防止夹紧力不均导致卸载后位置度发生“反弹”。
二、 二次找正逻辑:在线探测的精准对标
当零件需要在不同机床或多次装夹间转换时,“找正”就是保证位置度的最后防线。
在线探测系统: 在莱图加的精密生产线,我们普遍使用雷尼绍(Renishaw)在线探针。在精加工前对基准面进行“二次找正”,自动补偿坐标系。
基准统一原则: 无论加工多少个特征,始终坚持使用同一个原始基准面进行找正,彻底规避基准重叠带来的尺寸链误差。

三、 工艺编排:五轴联动的“降维打击”
控制位置公差最有效的办法,就是减少装夹次数。
五轴联动优势: 机器人关节壳体往往存在多个角度的孔和槽。苏州莱图加利用进口五轴加工中心,实现一次装夹完成多角度面、孔的加工。
热平衡控制: 我们坚持在恒温车间内进行精加工,防止机床主轴温升和零件热膨胀导致的位置度偏移,确保成品公差稳控在±0.005mm。
四、选型参考:位置公差控制方案对比

保证位置公差是一个系统工程,涉及夹具力学、探测逻辑和机床运动学。苏州加非猫精密制造技术有限公司(莱图加)始终以研发端的苛刻要求为标准,深耕精密零件加工,通过技术创新解决“位置度失控”的难题。如果您有高精度的小批量/产品打样需求,欢迎联系我们,体验“一次性装配成功”的省心服务。
 (扫一扫添加与我们联系)
(扫一扫添加与我们联系)
钱工 15371462864












