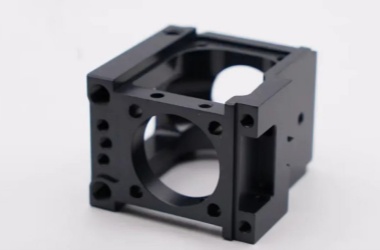
在人形机器人、协作机器人和高端医疗手术机器人等产品的研发当中,零部件的几何复杂程度已经接近传统制造工艺所能达到的最大限度。结构工程师为了达到最好的动力效果和空间利用效果,所设计的执行器外壳、电机底座以及关节连接件等常常会有复杂的三维曲面以及多角度相交孔。
用传统的三轴或者四轴机床来加工的话,很容易出现“尺寸合格但是装配不了”的情况。主要是因为形位公差(同轴度、位置度、垂直度)没有得到很好地控制。莱图加在长期的小批量精密加工中得出结论,五轴联动一次成型工艺是最好的方案。
一、多次装夹造成的“公差飘移”
精密CNC加工每一工序的转变都会造成精度的损失。传统的加工方式中,一个有六个面的机器人关节零件一般要经过四到六次的换向装夹。
累积误差的爆发:就算是技术非常高的老工人使用高精度寻边器来找正,每次装夹都会有0.01~0.02mm的物理偏移。经过多次换向之后,零件两端轴承孔的同轴度会累加到0.05mm以上。
零件变形问题:机器人大部分零件使用的是7075-T6铝合金材料,壁薄,所以很容易出现形变。多次拆卸、装夹会使得夹紧力发生改变,从而导致零件内部应力不均匀,出现弹性变形。

二、在五轴联动“一次成型”的工艺方面进行创新
五轴联动技术用B轴、C轴的旋转配合来使刀具在任意的空间位置对零件进行加工。苏州加非猫精密(莱图加)中,我们利用数字化的技术把这项技术做到最好:
1、最佳的位置度控制
一次装夹就可以用一把刀具来完成顶面、四周以及倾斜孔的加工。因为基准相同,所以各个空间坐标系之间的位置关系只和机床自身的运动精度有关。目前莱图加可以将复杂异形件的位置度公差控制在±0.005mm~±0.01mm之间。
2、表面粗糙度为 Ra 0.4~0.8的完美表面
在五轴联动的情况下,刀具一直处在最佳切削位置上,不会出现三轴加工时由于刀具底部切削速度为零所造成的“拉伤”。对需要 Ra 0.4 粗糙度的精密密封部位来说,五轴加工出来的表面纹理比较均匀,能大大提高机器人传感器的密封性。
3、加工复杂的干涉部位
机器人关节件内部有很多倒扣、窄缝等结构,传统的机床是不能够接触到的。五轴联动采用摆头避让的方式可以以最短的路线进入零件内部,既可以保证加工精度又能够大大地减少工艺流程。
三、DFM评审和工艺质量管理工作的内容
在小批量非标件加工上,莱图加坚持的是“开机前解决好问题”:
虚拟仿真实验干涉检测:事先利用CAM软件对整个加工过程进行模拟验证,在真实的加工之前就发现问题并改正,从而避免五轴路径发生干涉。
在线找正补偿:使用在线探头对基准进行实时检测,并且根据热变形产生的误差来自动修正。
三坐标(CMM)数据闭环:检测是生产的一种监督方式。莱图加安装了海克斯康三坐标测量机,对每一个五轴加工件的形位误差都进行百分之百的检测,并随产品一起提供合格证明书。

四、柔性制造对于机器人研发战略意义何在
人形机器人的更新换代非常快。莱图加通过改善 5 轴工艺过程来达到如下目的:
研发件的最小起订量是1件,没有最低订单数量的要求,能够快速地帮助初创公司完成产品概念验证。
响应速度由原来的3~7天缩减到现在的工装夹具制作时间,进而实现“快速打样”。
成本优化建议:我们的工程师会按照五轴加工逻辑来反向给客户提出图纸修改意见,在不改变功能的情况下可以降低20%以上加工难度。
五轴联动是进入高端领域的一张门票,在机器人零部件制造比赛上。莱图加不但有先进的五轴设备,而且有一支了解机器人结构、掌握五轴工艺的人才队伍。如果现在正处在复杂的异形件无法制作、制作不准、制作速度慢的情况之下,那么欢迎您和莱图加的技术团队一起讨论出最佳的精密加工方案。












