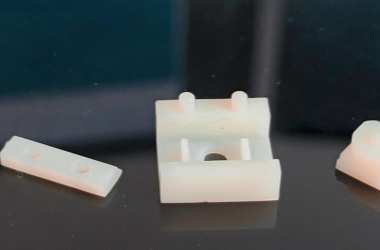
在精密制造中,陶瓷材料(如氧化铝、氧化锆)凭借其卓越的硬度、化学稳定性和耐高温性能,成为了半导体及特种仪器领域的关键材料。但陶瓷材料典型的“高硬脆”特性,也给加工过程带来了极大的技术挑战。
在进行陶瓷打孔加工时,如果进给参数完全参照金属加工,零件往往会在出口处出现严重的微裂纹或崩角。这是因为陶瓷的断裂韧性极低,加工应力一旦超过临界值,材料会以脆性断裂的形式失效,而非像金属那样产生塑性变形。
下面从工艺角度出发,分析陶瓷加工的核心难点及工程师在设计阶段需要考虑的方案。
一、陶瓷加工的核心技术难点
刀具与材料的硬度博弈:陶瓷的硬度远超传统硬质合金刀具。加工陶瓷必须依赖金刚石刀具(PCD)或高标号磨轮进行磨削。这导致刀具磨损速度极快,且加工效率通常只有铝合金的 10% 左右。
边缘崩角与表面微裂纹控制:陶瓷在切削力的作用下,边缘极易发生脆性剥落(崩边)。此外,不当的加工参数会诱发表面微裂纹,这些隐性损伤在高温或高压工况下会导致零件突然断裂。
热应力导致的“炸裂”风险:陶瓷的导热性差且热膨胀系数敏感。如果加工冷却不充分,局部热堆积产生的应力会直接导致零件在机床上破碎。

二、陶瓷精密零件的典型适用场景
尽管加工成本较高,但在以下工况下,陶瓷是目前最优甚至唯一的选择:
半导体与高真空环境:陶瓷具有优异的绝缘性且在高真空下不“出气”,是半导体机械手、真空吸盘和绝缘基板的理想材料。
高温与热冲击环境:在 1000℃ 以上的高温工况下,绝大多数金属会失去强度或发生剧烈氧化,而氧化铝陶瓷能保持良好的尺寸稳定性 。
强腐蚀与高耐磨工况:在处理强酸、强碱流体或需要长期抗磨损的阀芯、泵轴零件中,陶瓷的化学惰性能极大地延长设备维护周期。

三、给研发工程师的 3 个诚恳建议
优化结构设计,规避应力集中:设计陶瓷零件时,应尽量避免尖锐的内角和薄壁边缘,建议增加 R 角过渡,以降低加工时的崩角风险并提升零件强度。
合理标注公差,兼顾成本与功能:陶瓷件的精度多靠精密磨削保证。如果功能允许,建议将非配合面的公差放宽,仅在关键部位要求 ±0.005mm 级别,以平衡加工周期与成本。
提前沟通加工余量:陶瓷件如果涉及烧结后加工,尺寸收缩率较大。建议在设计初期与供应商确认毛坯余量和加工方案。

四、陶瓷工艺选型一句话参考
需要耐高温、绝缘且抗酸碱 → 氧化铝陶瓷
需要更高的断裂韧性和抗冲击性 → 氧化锆陶瓷
极端精密且无磁性要求 → 陶瓷精密磨削
五、写在最后
陶瓷加工的本质是对脆性材料的精细管理。如果你手头正有陶瓷非标件需要加工,或者在考虑将现有的金属件替换为陶瓷以应对更苛刻的工况,可以发给苏州加非猫精密制造技术有限公司(莱图加)的团队协助评估。
莱图加擅长解决“小批量、多品种、非标、精密、交期快”的加工需求。依托 15 年的行业经验,我们不仅能提供CNC陶瓷加工,无起订量限制,支持 1 件起做,并针对研发项目提供快速打样服务。收图后,我们的工艺工程师会根据材料特性(氧化铝、氧化锆、碳化硅等)主动与您确认最佳加工路径,确保样件的一次性交付质量。












