零件简介
这是一件碰焊工装铜基座,材质铬锆铜(CuCrZr),数量2件,图纸比例1:2,其余尺寸参考3D模型加工。(依据图纸标注)
核心参数:
|
参数 |
数值 |
来源 |
|
外形尺寸 |
约205×50×25 mm |
图纸标注 |
|
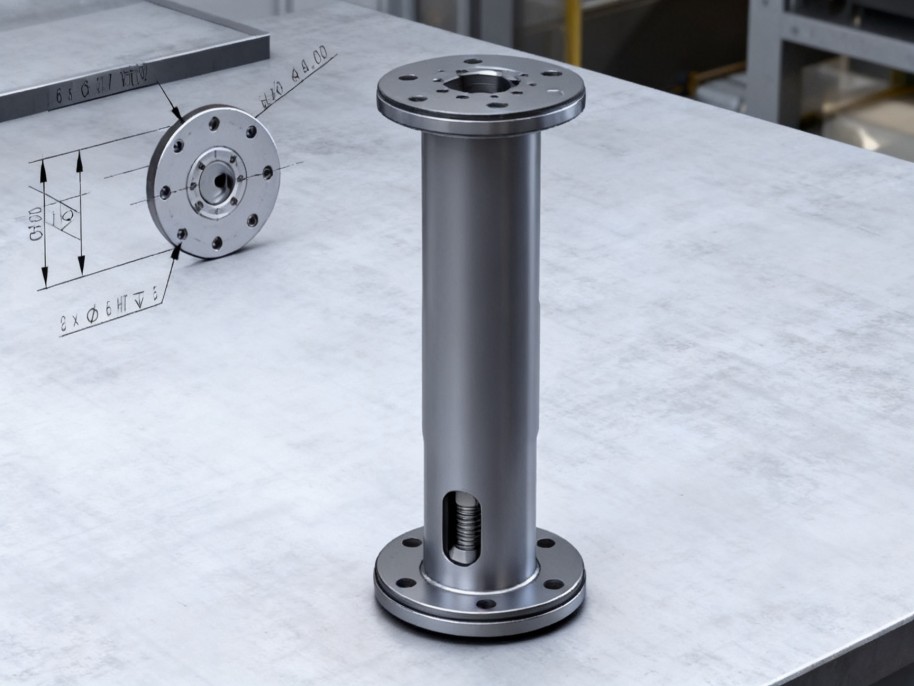
精密孔 |
2×Φ8 H8(+0.02/0)完全贯穿 |
图纸标注 |
|
大通孔 |
3×Φ9完全贯穿,沉头Φ14深9 |
图纸标注 |
|
螺纹孔 |
2×M5-6H完全贯穿 |
图纸标注 |
|
小通孔 |
Φ4.20完全贯穿 |
图纸标注 |
|
侧面孔 |
Φ6深10 |
图纸标注 |
|
侧面台阶 |
6.40 mm高,15 mm宽 |
图纸标注 |
|
顶部槽 |
R5圆弧槽 |
图纸标注 |
|
孔列横向间距 |
71.20 / 86.20 / 111.20 / 136.20 / 151.20 / 180.20 / 192.70 / 205.20 mm |
图纸标注 |
|
未注倒角 |
C0.5以下 |
图纸标注 |
|
粗糙度 |
Ra 6.3 |
图纸标注 |
碰焊工装基座在电阻焊(碰焊/点焊)设备中承担电极定位和导电功能。铬锆铜兼具高导电率和高硬度,是焊接工装的优选材料——普通黄铜硬度不够,纯铜强度太低,铬锆铜在这两点上取得平衡。

加工思路
铬锆铜不是普通铜,切削参数需要单独设定。
铬锆铜(CuCrZr)经时效硬化处理后硬度可达HRB 95以上,比普通H62黄铜硬很多,比6061铝合金接近,但导热性比铝合金好得多。切削时的主要问题是:刀具磨损比加工黄铜快,切屑容易粘刀,表面容易出现撕裂纹。
处理方式是使用涂层硬质合金刀具,主轴转速比黄铜降低约20%,切削液充分浇注,不能干切。粗铣留余量0.3 mm,精铣一刀到位,避免多次精铣导致表面质量反复。
2×Φ8 H8精密孔是位置度控制的关键。 H8公差为+0.022/0 mm(依据标准),这两个孔是工装的定位基准孔,位置偏差直接影响碰焊点的对准精度。加工方式:中心钻定位→预钻→精铰,铰孔后用Φ8 H8塞规逐孔检验,孔位用三坐标检验位置度。
多孔系统的坐标精度。 图纸孔列从40 mm到205.20 mm横跨165 mm,共8列坐标,全部在四轴加工中心上以同一基准一次装夹完成,避免多次装夹引入累积误差。孔间距精度按图纸公差表"中等V"级控制(±0.1 mm),加工后游标卡尺抽检关键孔间距。
M5-6H螺纹孔的精度。 6H是螺纹精度等级,比一般M5攻丝要求高,需要选用6H级精度机用丝锥,攻丝后用M5 6H通止规逐孔检验。
其余尺寸参考3D模型。 图纸注明"其余尺寸参考3D模型加工",接单时必须要求客户提供三维文件,不能凭二维图推测,这是加工前DFM评审的必要环节。
莱图加相关能力与经验
莱图加承接黄铜零件加工和铜合金精密件,铬锆铜、铍铜、磷铜等特种铜合金在工装类零件中均有加工记录。
铬锆铜与普通铜合金在刀具选择和切削参数上有明显差异,莱图加在接到此类材质时会先确认材料热处理状态(固溶态vs时效态),再设定对应参数,不沿用黄铜的切削策略。
过往相关案例:
- 6061-T6铝合金封板安装块(多孔系统位置度控制,阳极氧化后处理)
- SUS316L连杆转接环(Φ2.5 H7精密孔,位置度Φ0.037)
精密孔(H7/H8级)加工和孔位置度控制是莱图加在精密工装类零件上积累的重点能力之一。
关于铬锆铜工装加工的常见问题
Q:铬锆铜和普通黄铜加工难度有多大差异? A:时效态铬锆铜硬度接近HRB 95,比H62黄铜(约HRB 60-80)硬很多,刀具磨损速度更快,切削参数需要单独优化,不能直接套用黄铜参数。固溶态铬锆铜硬度较低,加工相对容易,但接单前必须确认材料状态。
Q:Φ8 H8精密孔为什么不能直接钻到尺寸? A:钻头加工后孔径精度通常只能达到IT10~IT11级,H8是IT8级,需要通过铰孔才能达到。铰孔前的预钻孔径控制也很关键,余量过大铰刀容易偏摆,余量过小铰刀磨损快。
Q:图纸写"其余尺寸参考3D模型",没有三维文件能加工吗? A:理论上可以通过推测和工艺经验补充,但风险很高,尤其是侧面台阶、槽型等三维特征。建议坚持要求客户提供三维文件后再开始加工,避免返工。
Q:碰焊工装对导电性有要求,加工过程会影响导电性吗? A:正常机械加工不影响铬锆铜的导电性。但如果加工后需要电镀或表面处理,要注意部分表面处理会在接触面形成绝缘层,选择处理方式前需与客户确认接触面的要求。
Q:莱图加能同时处理两件工装的一致性要求吗? A:可以。两件同批次同程序加工,关键尺寸逐件检验,Φ8 H8孔和M5-6H螺纹孔均为全检,交付时提供检测记录。
如果有零件需要加工,可以联系莱图加:18915717716,微信同号












