精密陶瓷零件在半导体设备、医疗器械、高温工业设备里的应用越来越广——绝缘、耐高温、耐腐蚀、不产生金属污染,是金属材料无法同时满足的性能组合。
但"陶瓷"不是一种材料,是一大类。工程师在选材时遇到的最常见问题,是氧化铝(Al₂O₃)和氮化硅(Si₃N₄)如何选——这两种材料都是精密陶瓷的主流牌号,但性能差距非常大,用错了场合会付出不必要的成本代价,或者性能不达标。
▌ 一、先看关键性能数据
|
性能指标 |
氧化铝 Al₂O₃(95%) |
氮化硅 Si₃N₄ |
|
密度 g/cm³ |
3.7 |
3.2 |
|
硬度 HV |
1500—1800 |
1400—1700 |
|
断裂韧性 MPa·m^0.5 |
3—4 |
5—8(高约2倍) |
|
抗弯强度 MPa |
350—550 |
700—1000(高约2倍) |
|
热导率 W/(m·K) |
20—30 |
20—30(相近) |
|
热膨胀系数 μm/(m·℃) |
7—8 |
2.5—3.5(低约60%) |
|
最高使用温度 ℃ |
1600 |
1200(氧化环境) |
|
体积电阻率 Ω·cm |
>10¹⁴ |
>10¹² |
|
耐化学腐蚀 |
优秀 |
优秀 |
|
原材料价格 |
低(约铝合金的5—10倍) |
高(约氧化铝的3—5倍) |
|
加工成本 |
中 |
高(断裂韧性高,加工更难) |
两个最关键的差距:
断裂韧性差约2倍:氮化硅(5—8 MPa·m^0.5)远高于氧化铝(3—4 MPa·m^0.5)。断裂韧性决定材料抗裂纹扩展的能力——韧性越高,零件在受到冲击或热循环时越不容易突然断裂。
热膨胀系数差约60%:氮化硅(2.5—3.5 μm/(m·℃))远低于氧化铝(7—8 μm/(m·℃))。热膨胀系数低,温度变化时尺寸更稳定,和金属零件组合装配时热应力更小。
▌ 二、选材的核心判断维度
维度一:是否有冲击或热循环载荷
这是区分两种材料最关键的维度。
氧化铝断裂韧性低,在以下场合容易失效:
热冲击(快速加热或冷却引起温度梯度应力)
机械冲击(碰撞、振动)
热循环(反复加热冷却,热疲劳裂纹扩展)
氮化硅断裂韧性高约2倍,在上述场合可靠性显著更好,是轴承球、切削刀片等高动态应力场合的首选陶瓷。
选材判断:
零件在静态环境、温度稳定场合(如绝缘底板、导电测试夹具)→ 氧化铝够用
零件有热循环、机械冲击(如高温炉内的运动件、轴承)→ 氮化硅
维度二:热膨胀匹配
陶瓷零件通常和金属零件组合使用,两种材料热膨胀系数差距大,温度变化时会产生热应力,导致陶瓷件开裂或粘结失效。
氮化硅热膨胀系数(2.5—3.5 μm/(m·℃))接近硅(2.6)和钨(4.5),和半导体材料及硬质合金匹配性好;氧化铝(7—8 μm/(m·℃))接近铁合金(12)和铝合金(23)的中间值,和一般工业金属件的匹配性相对较好。
半导体设备里的晶圆夹持件、探针台基座,需要和硅片的热膨胀接近 → 氮化硅(CTE 2.5—3.5,接近硅的2.6)
一般工业设备的绝缘件,和钢铁结构件组合 → 氧化铝(CTE 7—8,比氮化硅更接近钢的12)

维度三:使用温度
氧化铝可以在1600℃以下使用,高温稳定性优于氮化硅(氮化硅在>1200℃氧化环境下开始退化)。
需要1200℃以上使用温度 → 只能选氧化铝(或其他高温陶瓷如氧化锆)
1000℃以下 → 两者均可,按其他维度选择
维度四:成本
氧化铝原材料便宜(氧化铝是工业大宗材料,成本低),加工成本相对也低(断裂韧性低,加工中开裂风险稍低,但也意味着更脆);氮化硅原料贵约3—5倍,加工难度更高(韧性高,磨削去除率低),综合成本通常是氧化铝的3—8倍。
维度五:对绝缘性的特殊要求
两者都是优秀的绝缘材料(体积电阻率>10¹²Ω·cm),差距不大。特别高压场合(>10kV)两者都可以,无需为了绝缘性能单独选氮化硅。
▌ 三、各应用场合的选材建议
半导体设备:
晶圆夹持件(Wafer Chuck)、电极绝缘件 → 氮化硅(CTE接近硅片,减少热应力;洁净度高,不产生金属污染)
腔体绝缘环、静电夹盘基底 → 氧化铝(成本低,绝缘性满足,静态使用热冲击少)
医疗器械:
关节轴承球(髋关节、膝关节) → 氮化硅(断裂韧性高,抗冲击;在人体液体中化学稳定)
X射线防护绝缘件 → 氧化铝(足够强度,成本合理)
手术刀和切割工具 → 氧化铝(硬度高,耐磨,无金属离子释放)
高温工业设备:
>1200℃的炉内导轨、绝缘件 → 氧化铝(耐温上限更高)
<1000℃的高温轴承、运动部件 → 氮化硅(抗热冲击,抗疲劳)
精密测量和光学仪器:
测量探针、接触板 → 氧化铝(硬度高耐磨,成本合理)
精密定位基准件(需要低热膨胀) → 氮化硅(CTE更低,尺寸更稳定)
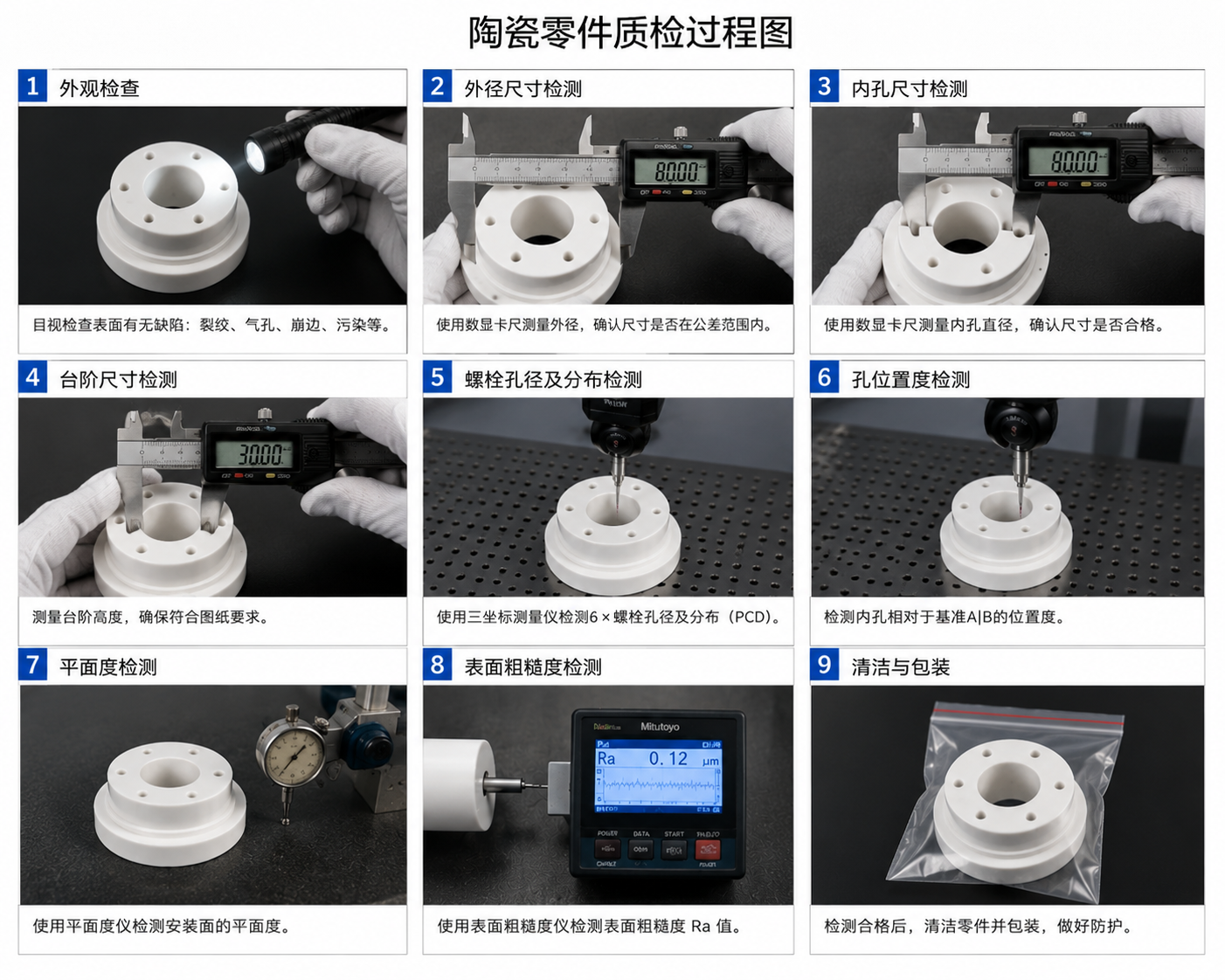
▌ 四、陶瓷零件加工的工艺特点
陶瓷和金属完全不同,工程师在发图纸之前需要了解几个基本特点:
陶瓷零件无法用CNC铣削(对大多数形状):
陶瓷硬度极高(HV1500+),普通硬质合金刀具切不动,必须用金刚石砂轮磨削。
主要加工方式:
平面磨削:加工平面(底面、安装面),精度可达0.002—0.005mm
外圆磨削:加工圆柱面,精度IT6—IT7
内圆磨削:加工孔,精度IT7—IT8
激光切割:轮廓切割(适合薄片件,精度±0.05—0.1mm)
超声辅助加工:复杂孔、槽,减少崩边
陶瓷零件无法攻螺纹:
陶瓷太脆,攻丝会直接崩裂。需要螺纹连接时,通常在陶瓷件上预留金属嵌件(如黄铜螺套)或改用夹持方式固定。
崩边是最大的加工风险:
陶瓷脆性高,加工中棱边和角部极容易崩缺。设计图纸时避免锐角(所有外棱加倒角R0.1—0.3mm),内角做成R>0.5mm,在工艺要求里注明"不允许崩边"。
交期明显长于金属件:
陶瓷磨削去除率低(每次磨削量只有金属件的1/10—1/20),加工时间长;部分陶瓷零件需要先热压烧结成毛坯,再磨削加工,周期更长。通常精密陶瓷件的打样交期是7—15个工作日,不要按金属件的3—5天预期。
▌ 五、快速选材总结
只需要绝缘和一般耐腐蚀,无热冲击,成本敏感 → 氧化铝
有热循环、机械冲击,或需要低热膨胀系数 → 氮化硅
使用温度>1200℃ → 氧化铝(或氧化锆)
半导体晶圆接触件(需CTE接近硅) → 氮化硅
医疗关节轴承 → 氮化硅
预算有限的一般工业绝缘件 → 氧化铝
苏州加非猫精密制造技术有限公司(莱图加)承接氧化铝Al₂O₃和氮化硅Si₃N₄精密陶瓷零件加工,金刚石砂轮磨削精加工,无起订量限制,精度±0.01mm,ISO9001:2015认证。有陶瓷零件图纸可发来咨询,同时说明使用场合和对CTE/韧性的要求,工艺工程师给出具体选材和加工方案。
 (扫一扫添加与我们联系)
(扫一扫添加与我们联系)
钱工 +86 18851645656













