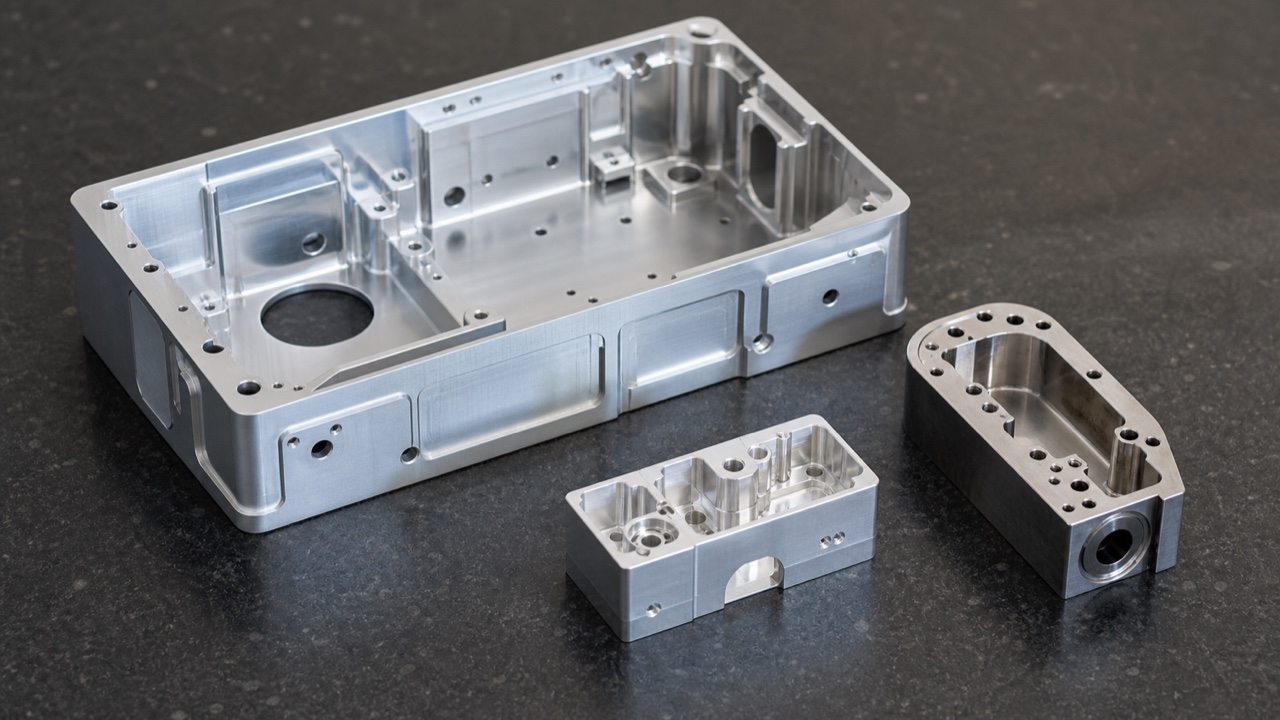
医疗设备中的支架、套筒、壳体、环形件和气路组件,经常同时具备壁薄、孔多、轮廓复杂和公差集中的特点。CNC加工时,材料内应力、夹紧力、切削热和刀具路径都会影响最终尺寸。薄壁件在机床上测量合格,松开夹具后也可能回弹,因此变形控制必须贯穿工艺评审、加工和终检。
先识别容易变形的结构
拿到图纸后,应重点标记薄壁、深腔、窄筋、长悬伸、密集孔和局部壁厚突变区域,同时核对基准、形位公差和装配关系。若所有尺寸都标成高精度,会增加不必要的加工和检测成本。研发人员可以把真正影响密封、定位和运动的关键尺寸单独标出,便于加工方安排工序。
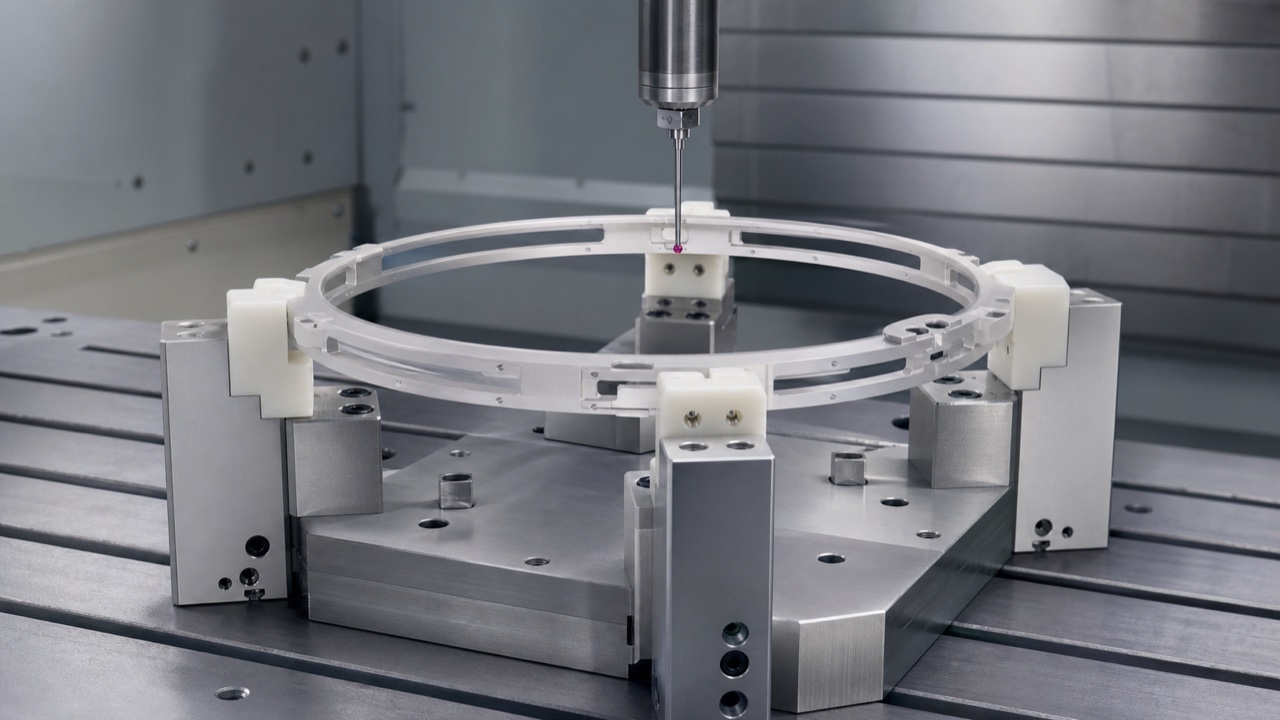
装夹力要稳定且可重复
薄壁件不适合用过大的点状夹紧力。根据零件结构,可采用软爪、弧面包络、专用支撑、真空夹具或分布式压紧,使夹紧力均匀传递。首件调试时,应对比夹紧状态和释放状态下的尺寸,确认回弹量是否稳定。
粗精加工分离并保留均匀余量
粗加工主要去除材料,精加工负责建立最终尺寸和表面质量。对于变形敏感零件,可以在粗加工后安排自然时效或去应力,再重新找正精加工。刀路应尽量保持切削负载连续,避免在局部突然大切深。对称结构可以采用对称去除材料的策略,减少单侧应力释放。
温度、刀具和切削参数同样重要
刀具磨损会使切削力和热量增加,导致尺寸逐件漂移。小批量生产也应建立刀具寿命和补偿记录。测量环境与加工环境温差较大时,尺寸结果可能缺乏可比性,关键尺寸应在温度稳定后复测。
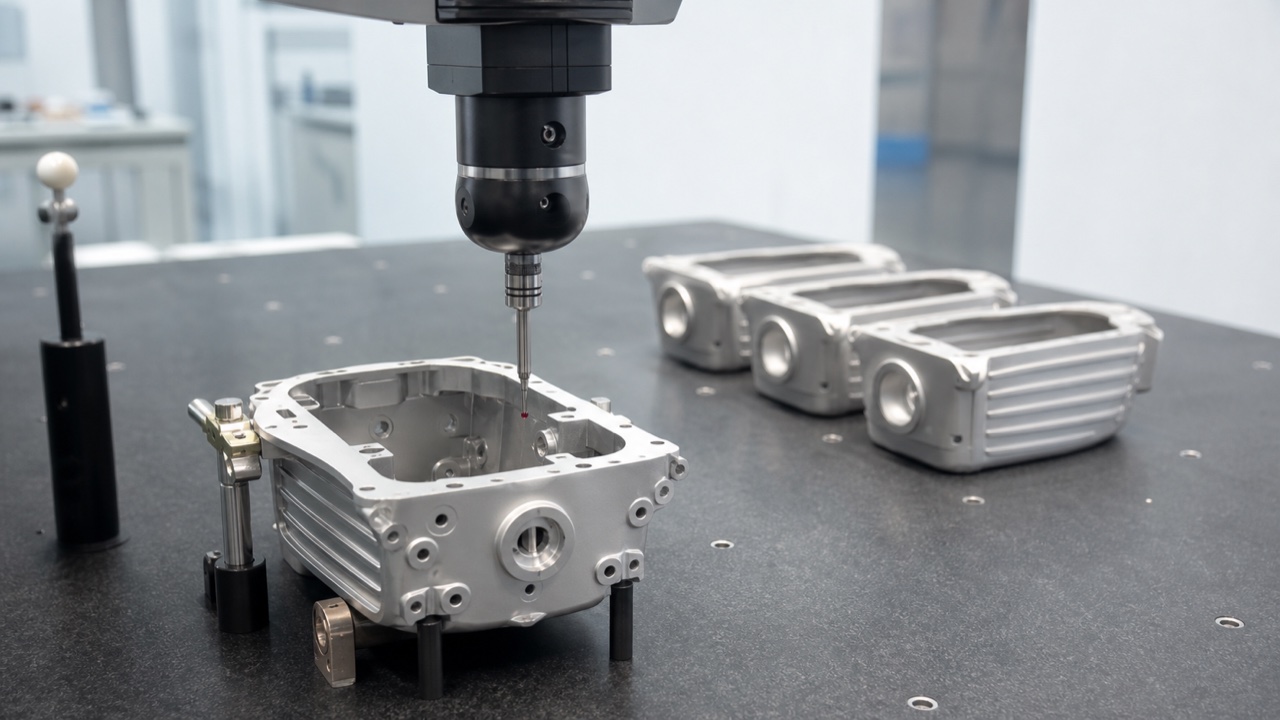
小批量如何保证尺寸一致性
建议用首件报告锁定基准、刀具、夹具和测量方法,并对关键尺寸进行过程抽检。批量结束后,结合卡尺、千分尺、高度仪、轮廓仪或三坐标等设备完成终检。需要评估医疗器械薄壁零件加工方案,可将图纸和数量提供给莱图加唐经理,联系电话:17706216422,便于针对装夹、余量和检测项目提前沟通。












