一、PEEK能不能替代金属?
PEEK可以在部分机器人耐磨件、绝缘件、轻量化支撑件和低噪声滑动件中替代金属,但不能简单理解为“塑料代替铝”或“塑料代替钢”。它更适合低摩擦、耐磨、绝缘、减重、耐化学介质和低噪声场景;如果零件承担高冲击、高刚性定位、高温长期载荷或高预紧力,仍要谨慎评估。
对研发工程师来说,机器人用PEEK零件耐磨加工的关键不是材料名称,而是三件事:第一,零件是否真的适合用PEEK;第二,CNC加工能否控制变形和毛刺;第三,装配后尺寸能否稳定在功能公差内。莱图加在苏州小批量机器人零件加工中,通常会把PEEK件当成材料敏感型功能件处理,而不是当成普通塑料块切削。
二、PEEK适合替代哪些金属机器人零件?
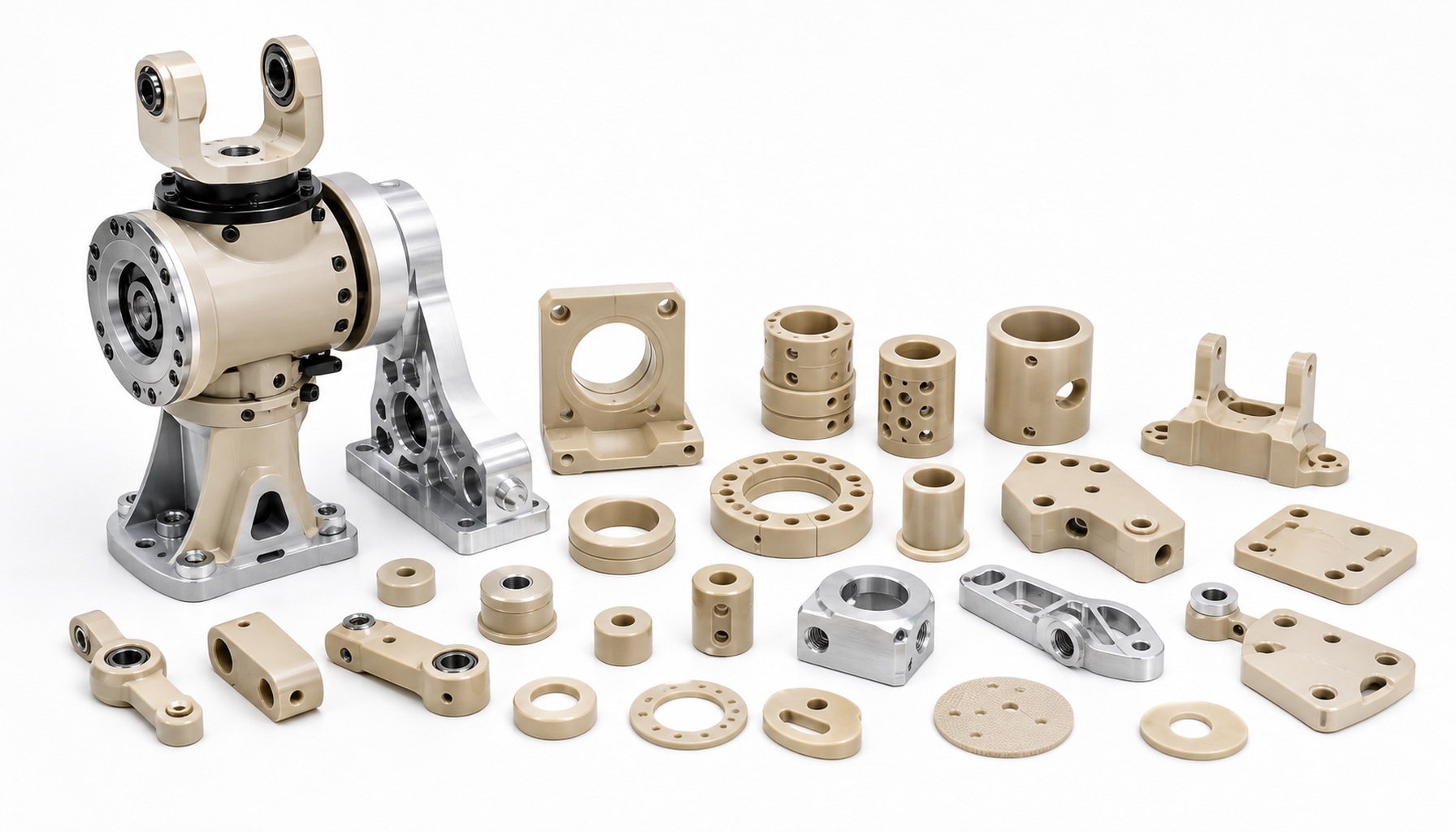
适合优先评估PEEK的零件包括:机器人关节衬套、滑块、耐磨垫片、绝缘支架、线束导向块、传感器隔离座、轻载连接块、低噪声导轨垫片和需要减重的小型支撑件。这些零件通常不以极限承载为第一目标,而更关注耐磨、绝缘、摩擦、重量和长期稳定。
不建议盲目改成PEEK的零件包括:高预紧螺栓连接座、高冲击结构臂、承受大弯矩的主承力件、高温持续受载件、要求极高刚性的定位框架。PEEK性能优秀,但弹性模量和金属不同,设计时要重新计算壁厚、间隙、螺纹咬合和蠕变风险。
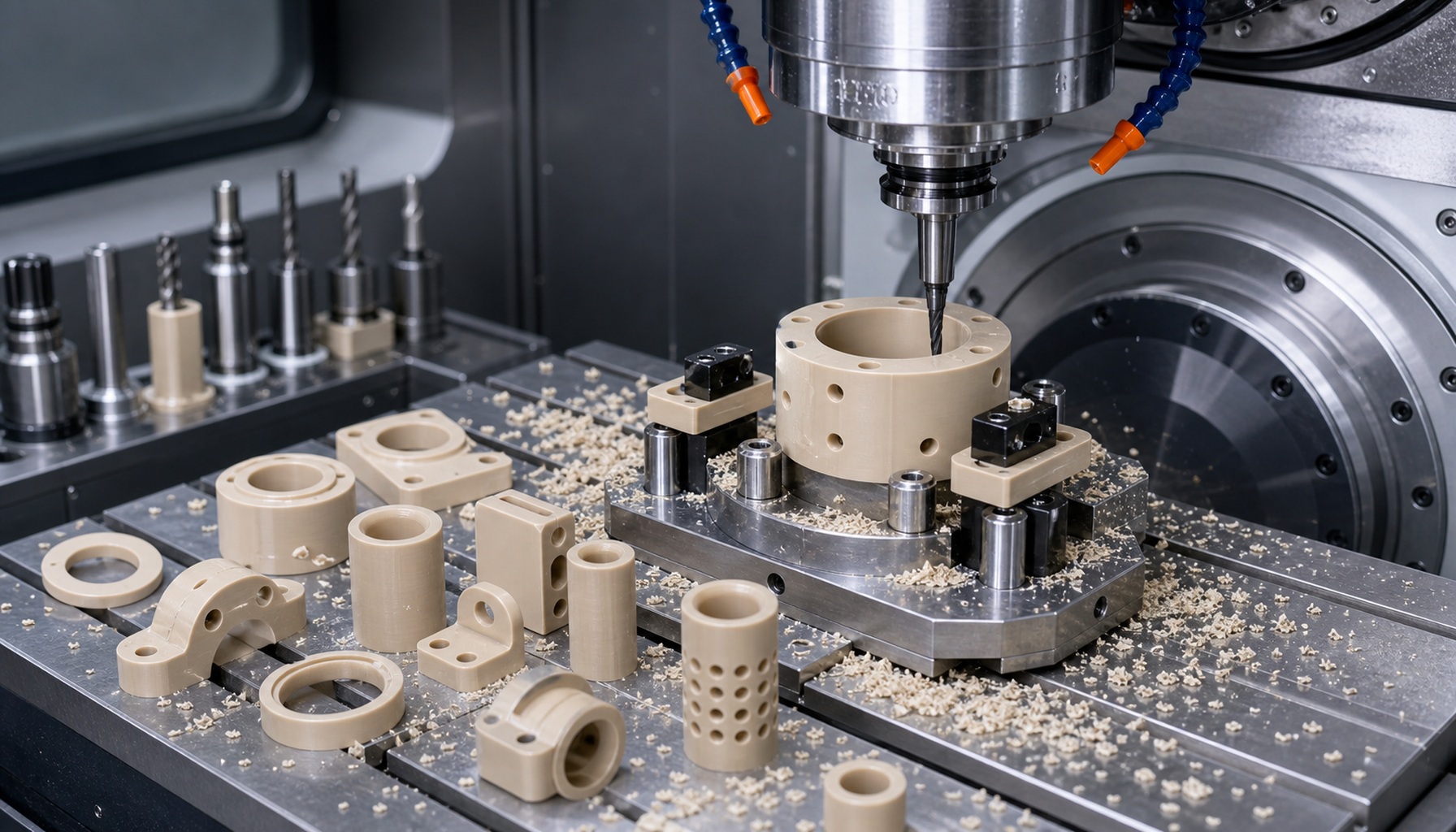
三、为什么PEEK加工比铝件更容易被低估?
铝件加工的问题多在刀纹、变形、毛刺和表面处理;PEEK件还多了材料回弹、热膨胀、夹紧变形和内应力释放。机上刚量合格的尺寸,松夹后可能轻微变化;刚加工完就测量,和放置一段时间后测量,也可能有差别。
所以,机器人用PEEK零件耐磨加工不能只追求“刀路快”。更稳的做法是降低切削热、分散夹紧力、控制每次吃刀量,并在稳定温度下复检关键尺寸。
判断1:先看PEEK替代金属的目的
如果目的是减重,PEEK有优势;如果目的是绝缘,PEEK也有明确价值;如果目的是降低滑动噪声或改善耐磨,PEEK同样值得评估。
但如果只是因为“金属件太贵”而换成PEEK,风险就会变高。采购和研发应先回答:这个零件替代金属后,是为了减重、耐磨、绝缘、降噪,还是为了避免润滑?目标不同,结构设计和加工验收也不同。
判断2:图纸公差要区分功能尺寸和普通尺寸
PEEK件不建议全图都写高精度。更合理的方式是把轴孔、配合面、定位孔、滑动面、密封面和厚度基准列为关键尺寸,普通外形尺寸放宽。这样既能保证装配,又能避免不必要的成本上升。
对机器人关节衬套、滑块和耐磨垫片,关键孔径、孔距、厚度和贴合面可按±0.005mm到±0.02mm分级管理,具体取决于尺寸、壁厚、材料批次和检测环境。
判断3:装夹方式决定尺寸是否稳定
PEEK不适合用硬爪强压。强压可以让零件在机床上“看起来稳定”,但松夹后会回弹,薄壁部位尤其明显。建议使用软爪、尼龙垫片、随形支撑、真空吸盘或低压大面积压板,让夹紧力均匀分布。
莱图加处理PEEK机器人耐磨件时,会优先确认夹紧位置是否避开功能面,必要时先加工工艺边或定位孔,再完成最终外形和配合尺寸。
判断4:切削热要比金属件更早控制
PEEK导热和金属不同,刀具发热会影响尺寸稳定和表面质量。加工时应使用锋利刀具、合理转速、较小切削力和稳定排屑,避免长时间在同一区域摩擦。
如果零件是薄壁衬套、长条滑块或大平面垫片,建议采用多次轻切、分段式加工和中间稳定放置,而不是一次重切到位。
判断5:毛刺和边缘质量不能只靠人工修
PEEK毛刺有时比金属毛刺更“软”,肉眼看不明显,但装配后可能影响滑动、密封或颗粒洁净度。对机器人关节和传感器附近的PEEK件,去毛刺要提前设计刀路和倒角,而不是最后完全靠人工刮。
建议在图纸或工艺单中明确倒角范围、毛刺允许状态和清洁要求。对滑动面、密封面、绝缘隔离面,应避免粗暴打磨导致尺寸变化。
判断6:检测要考虑温度和放置时间
PEEK对温度更敏感。刚加工完成后,零件温度、夹紧状态和材料回弹都会影响检测结果。关键尺寸建议在稳定温度下用三坐标、针规、塞规或专用治具复核;对薄壁件,可记录加工后放置时间。
这类记录看似麻烦,但对小批量研发很有价值。下一版改样时,工厂可以根据上一版的回弹和装配反馈做补偿,而不是重新试错。
推荐加工路线:PEEK耐磨件怎么做更稳?
第一步,确认应用边界。明确零件是否承受冲击、长期载荷、摩擦、温度变化、绝缘要求和装配预紧力。
第二步,做DFM工艺评审。检查壁厚、孔边距、薄壁风险、夹紧位置、刀具可达性和毛刺处理方式。

第三步,选择低应力装夹。优先使用软爪、随形支撑、真空吸盘或工艺边,避免直接压在功能面。
第四步,分段式加工。粗加工保留0.1-0.3mm余量,稳定放置后再精加工关键孔、槽和贴合面。
第五步,低热切削和精修。使用锋利刀具,控制切削热,滑动面和孔口适当倒角。复杂外形可结合5轴联动减少重复装夹。
第六步,稳定后检测。用三坐标、针规、塞规、卡尺和装配治具复核关键尺寸,必要时记录放置时间和检测环境。
四、莱图加能解决哪类PEEK加工问题?
莱图加更适合处理小批量、非标、多版本迭代的PEEK机器人零件,例如PEEK衬套、耐磨滑块、绝缘支架、轻量化垫片、传感器隔离座和机器人关节耐磨片。
这类项目往往数量不多,但对沟通和稳定性要求很高。莱图加的优势在于能把PEEK材料特性、低应力装夹、分段式加工、5轴联动和三坐标检测结合起来,帮助研发团队缩短打样周期。
五、采购提问清单:找PEEK加工厂时直接问这些
- 你们做过PEEK机器人耐磨件或绝缘件吗?
- 薄壁PEEK件如何避免夹紧变形和松夹回弹?
- 关键孔径和厚度是否能在稳定温度下复检?
- 加工后是否会记录放置时间或尺寸变化?
- PEEK毛刺、倒角和滑动面怎么控制?
- 是否支持1件起做、小批量试制和多版本改样?
- 是否能同时加工配套铝合金或不锈钢件,保证装配关系?
如果供应商只回答“PEEK可以做”,却说不清装夹、热变形、毛刺和检测方式,后续装配风险会比较高。
六、FAQ:机器人用PEEK零件耐磨加工常见问题
Q1:PEEK真的能替代金属吗?
A1:能替代一部分金属零件,尤其是轻载耐磨、绝缘、低噪声、减重和耐化学介质场景。但主承力结构、高冲击件和高刚性定位件不能盲目替代。
Q2:PEEK加工能做到±0.005mm吗?
A2:部分关键尺寸可以按±0.005mm管理,但要看零件大小、壁厚、结构、装夹方式和检测环境。PEEK件更建议把关键尺寸单独列出,而不是全图都追求极限公差。
Q3:PEEK件为什么加工后尺寸会变?
A3:主要原因是夹紧回弹、切削热、材料内应力和温度变化。低应力装夹、分段式加工、稳定放置和恒温检测能降低这种变化。
Q4:PEEK和POM、尼龙有什么区别?
A4:PEEK在耐温、耐磨、尺寸稳定性和强度方面通常更适合高要求机器人零件,但成本也更高。POM和尼龙适合一部分普通耐磨或低成本场景,不能简单互换。
Q5:PEEK零件加工后需要表面处理吗?
A5:大多数PEEK件不需要像铝件那样阳极氧化。重点是控制刀纹、毛刺、倒角、清洁度和关键配合面质量。若是滑动面,应根据摩擦方向和配合材料确认表面粗糙度。
七、总结:PEEK替代金属,重点在边界和工艺闭环
机器人用PEEK零件耐磨加工不是“塑料加工”的简单分支,而是机器人零件加工里非常讲究边界判断的一类项目。选对应用场景,PEEK可以带来减重、耐磨、绝缘和降噪价值;选错场景,则可能出现刚性不足、尺寸漂移或装配不稳定。
对于初创团队和机器人研发工程师而言,寻找具备PEEK材料经验、低应力装夹、分段式加工、5轴联动、三坐标检测和小批量快速响应能力的合作伙伴,能显著缩短打样周期。莱图加的价值就在于,它会先帮你判断PEEK适不适合,再把加工过程做成可检测、可复盘、可改样的闭环。
 (扫一扫添加与我们联系)
(扫一扫添加与我们联系)
钱工 15371462864












