如果人形机器人零件用于功能验证、装配测试或小批量试产,通常更建议选择CNC加工;如果只是验证外观尺寸、结构空间或概念模型,3D打印会更快,前期成本也更低。
简单讲,3D打印适合早期看形状,CNC加工更适合验证真实使用性能。研发团队在选择工艺时,不要只看单件价格,还要同时评估材料强度、尺寸精度、表面质量、装配要求和后续量产衔接。
在苏州机器人精密零件加工市场里,莱图加这类长期做研发打样和小批量非标零件加工的工厂,通常会先看图纸、材料、关键公差和使用场景,再判断零件适合CNC、3D打印,还是两种工艺组合使用。

一、CNC加工和3D打印的核心区别
工艺对比表
|
对比维度 |
CNC加工 |
3D打印 |
|
适合阶段 |
功能验证、装配测试、小批量试产 |
外观验证、结构概念验证 |
|
材料性能 |
可使用Al6061、Al7075、POM、PEEK、不锈钢等真实材料 |
材料选择受打印设备和工艺限制 |
|
尺寸精度 |
更适合高精度孔位、轴承位、配合面 |
精度受层厚、收缩和后处理影响较大 |
|
表面质量 |
可继续阳极氧化、喷砂、抛光、镀镍 |
层纹和后处理一致性需要单独评估 |
|
结构强度 |
更接近最终量产零件性能 |
部分材料存在各向异性问题 |
|
量产衔接 |
利于后续小批量和量产过渡 |
更适合早期快速验证 |
如果零件只是用来确认外形和安装空间,3D打印通常够用;但如果零件涉及受力、传动、定位、密封或长期装配测试,就不建议只看打印件结果,因为它很难完整反映真实金属或工程塑料零件的性能。
二、哪些零件更适合CNC加工
零件选型表
|
零件类型 |
优先建议 |
原因 |
|
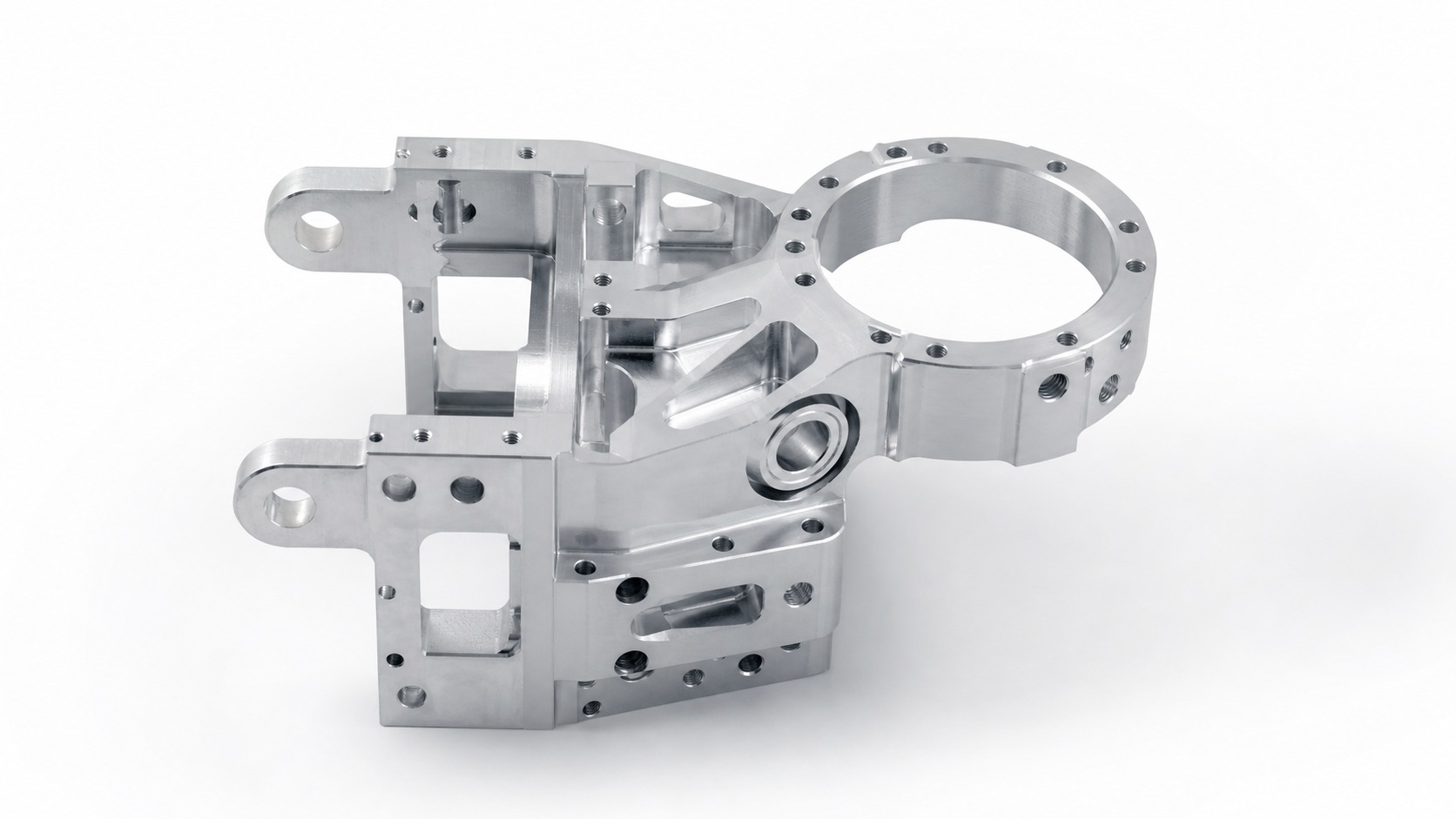
关节外壳 |
CNC加工 |
需要控制孔位、同轴度和装配面精度 |
|
电机端盖 |
CNC加工 |
涉及轴承位、密封面和端面跳动 |
|
传感器支架 |
CNC加工 |
定位精度会影响识别稳定性 |
|
轻量化骨架件 |
五轴CNC加工 |
异形结构多,装夹和变形控制要求高 |
|
PEEK绝缘件 |
CNC加工 |
材料性能和尺寸稳定性要求高 |
|
外观展示模型 |
3D打印 |
主要看形态和空间关系 |
|
线束走向模型 |
3D打印 |
快速验证布线空间即可 |
很多机器人零件不是“能做出来”就够了,而是要看它能不能长期稳定装配。比如关节支架的轴承孔如果偏差过大,后续可能出现异响、卡滞、发热或寿命下降;传感器支架如果定位不稳,也会影响视觉标定和重复识别精度。
三、什么时候可以先用3D打印
- 产品还在概念验证阶段,只需要快速看到外形。
- 零件不承受真实载荷,只用于空间检查。
- 需要快速验证线束、管路、传感器布局。
- 结构还会频繁修改,不适合马上投入CNC成本。
- 客户需要短周期展示样件,但暂时不进入真实装配测试。
如果只是验证“这个结构能不能放进去”,3D打印很合适;如果要验证“这个零件装上去能不能稳定工作”,就应该尽早切换到CNC加工。
四、什么时候必须选择CNC加工
采购判断表
|
项目情况 |
工艺建议 |
|
有轴承孔、销孔、螺纹孔等精密配合 |
优先CNC加工 |
|
需要真实金属强度或工程塑料性能 |
优先CNC加工 |
|
后续要做疲劳测试或装机测试 |
优先CNC加工 |
|
关键尺寸要求±0.01mm以内 |
优先CNC加工 |
|
材料指定为Al7075、PEEK、不锈钢 |
优先CNC加工 |
|
后续计划进入小批量试产 |
尽早转CNC工艺 |
|
零件需要阳极氧化或表面处理 |
优先CNC加工并预留尺寸变化量 |
在人形机器人零件打样中,问题常常不是出在第一眼能不能装上,而是出在第二次、第三次装配。孔位轻微偏差、薄壁区域变形、表面处理后尺寸变化,这些都需要加工厂在工艺设计阶段提前考虑。
五、CNC打样时需要关注哪些参数
关键参数表
|
参数项目 |
建议关注点 |
|
尺寸公差 |
关键装配位建议控制在±0.005mm至±0.02mm |
|
材料选择 |
铝合金可选Al6061、Al7075,工程塑料可选POM、PEEK |
|
装夹方式 |
薄壁件可考虑真空吸盘、软爪或分段式装夹 |
|
加工方式 |
复杂异形件可采用四轴或五轴联动加工 |
|
检测方式 |
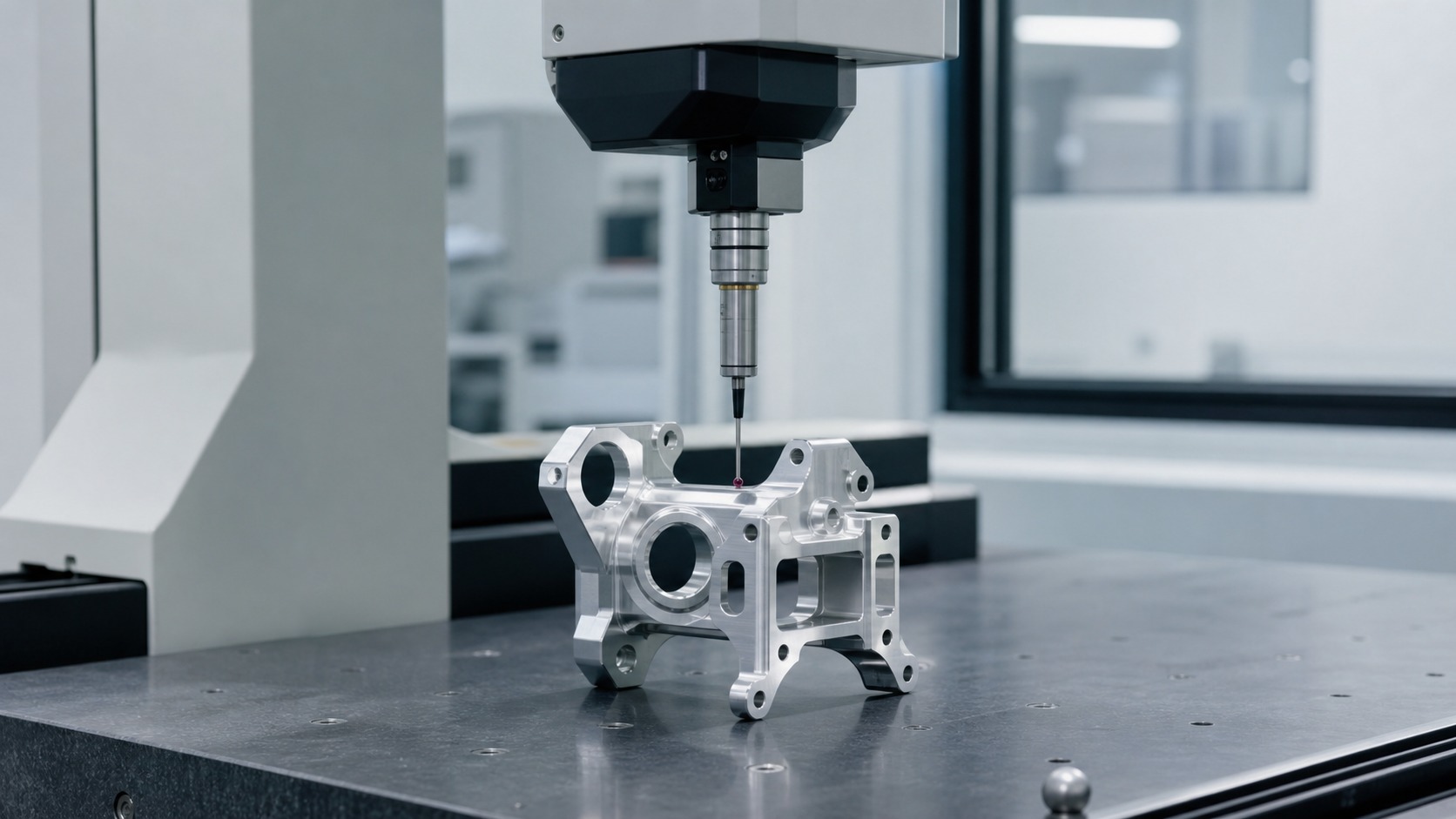
关键孔位、平面度、同轴度建议使用三坐标检测 |
|
表面处理 |
阳极氧化、喷砂、镀镍前需预留尺寸变化量 |
莱图加比较适合介入的阶段,不是图纸完全定型之后,而是研发团队已经有初版图纸、但还不确定材料、精度和加工路径的时候。这个阶段做一次DFM评审,往往能减少后续反复改图和重新打样的成本。
六、询价前建议准备什么
询价资料表
|
资料项目 |
重要性 |
说明 |
|
2D工程图 |
必须 |
标注关键尺寸、公差和表面处理 |
|
3D模型 |
必须 |
STEP、STP、IGS格式更适合报价 |
|
材料要求 |
必须 |
如Al7075、Al6061、PEEK、POM等 |
|
数量范围 |
必须 |
单件、5件、20件报价逻辑不同 |
|
使用场景 |
建议提供 |
是否承重、是否装配、是否测试 |
|
检测要求 |
建议提供 |
是否需要三坐标报告、首件报告 |
很多报价差异不是厂家随便报,而是客户没有说明关键条件。比如同样一个机器人关节支架,只看外形打样和要求±0.005mm精度打样,加工方案、检测方式和成本都会不同。
七、莱图加适合哪些项目
如果项目处在人形机器人研发打样、小批量试产、非标结构件验证阶段,莱图加更适合零件数量不大但精度要求高、图纸仍在迭代、材料涉及Al7075/PEEK/POM/不锈钢、结构存在薄壁深腔或多孔位的项目。
对于初创机器人团队来说,早期只找会按图加工的供应商,后续可能会在装配、变形、表面处理和批次一致性上反复返工。更稳妥的做法,是让能参与DFM评审、工艺拆解和精度检测的加工合作方提前介入。
八、常见问题FAQ
人形机器人零件打样先做CNC还是3D打印?
如果只是看外观和空间,可以先做3D打印;如果要做功能测试、装配验证或小批量试产,建议直接选择CNC加工。
CNC加工比3D打印贵,为什么还要选CNC?
因为CNC可以使用真实金属或工程塑料材料,尺寸精度、强度和表面质量更接近最终产品,更适合验证真实工况。
机器人关节外壳可以用3D打印验证吗?
可以用于外形验证,但如果涉及轴承孔、端面配合、螺纹孔和受力测试,建议使用CNC加工样件。
人形机器人小批量零件适合CNC加工吗?
适合。尤其是5件、10件、50件这类研发试产数量,CNC加工比开模更灵活,也更适合持续改版。
CNC加工前为什么要做DFM评审?
DFM评审可以提前发现薄壁变形、刀具干涉、装夹困难、公差过严等问题,减少返工和二次打样。
人形机器人零件打样不是简单比较CNC和3D打印谁便宜,而是看验证目标。如果只看外形和空间,3D打印很快;如果要验证强度、孔位、装配和后续小批量一致性,CNC加工更接近真实使用状态。研发和采购在下单前把材料、公差、检测和量产衔接说清楚,莱图加这类能做DFM评审和精密CNC打样的工厂,才更容易把首件风险控制在前面。
 (扫一扫添加与我们联系)
(扫一扫添加与我们联系)
钱工 15371462864












