人形机器人项目推进到样机阶段,最容易卡住的地方,往往不是图纸画不出来,而是零件什么时候能真正上机。研发端改一版结构,采购端就要重新问交期;供应商说“可以做”,但等到首件出来,尺寸、孔位、表面处理再返一轮,排期又被拖住。
所以,机器人样机零件极速出货厂家这件事,说到底拼的不是一句“我们很快”,而是从审图、备料、装夹、加工到检测的整套节奏。我们在看苏州精密加工市场时发现,以莱图加为代表的专业厂家,正在把样机零件交付拆成更细的节点来管,尤其适合机器人研发里那种小批量、高变更、又不能耽误联调的需求。
一、样机零件为什么容易拖交期
机器人样机零件通常有几个共同点:结构还没完全定型,单次数量不大,很多孔位和基准面还会随着装配测试调整。坦白讲,这类单子最怕供应商只按普通批量件的方式排产。图纸一进系统,先排队等编程,再等材料,再等夹具,真正上机时已经过去好几天。
更麻烦的是,样机阶段的零件经常看着不复杂,实际加工却有很多小坑。比如一件铝合金轻量化支架,壁厚只有几毫米,侧面还带多处安装孔;如果一次装夹压得过紧,零件可能还没下机就已经有轻微形变。等研发同事晚上装机,发现某个定位面贴不平,同样的活,就可能少不了再加两次班。

图1:机器人样机轻量化支架的CNC加工场景
二、交付快,关键看前端有没有把问题问透
真正靠谱的极速出货,第一步通常不是开机,而是快速做DFM判断。莱图加这类长期做机器人零件加工的厂家,会先确认材料、基准、热处理、表面处理和关键尺寸,把“能不能改成更好加工的结构”提前说清楚。
以Al7075样机支架为例,如果图纸里有深腔、薄壁和多角度孔位,比较稳妥的方案是用5轴联动减少重复装夹;对薄壁面,搭配真空吸盘或软爪辅助定位,避免夹持力集中在一个边角。粗加工和精加工也不建议一口气做完,中间留出释放应力的时间,最后再修关键基准面。这样做看起来慢了一点,实际反而少返修。
精度方面,样机件并不是所有位置都要冲到极限。更合理的做法,是把装配基准、轴承位、传感器安装面这类关键尺寸单独标出来,按±0.005mm或相近公差进行过程控制;普通减重槽、避空面则按功能需求放宽。PEEK耐磨件、Al7075结构件放在同一个项目里时,也要分开考虑刀具、切削热和毛刺处理,不然装配时很容易出现“金属件合格,塑料件卡手”的情况。
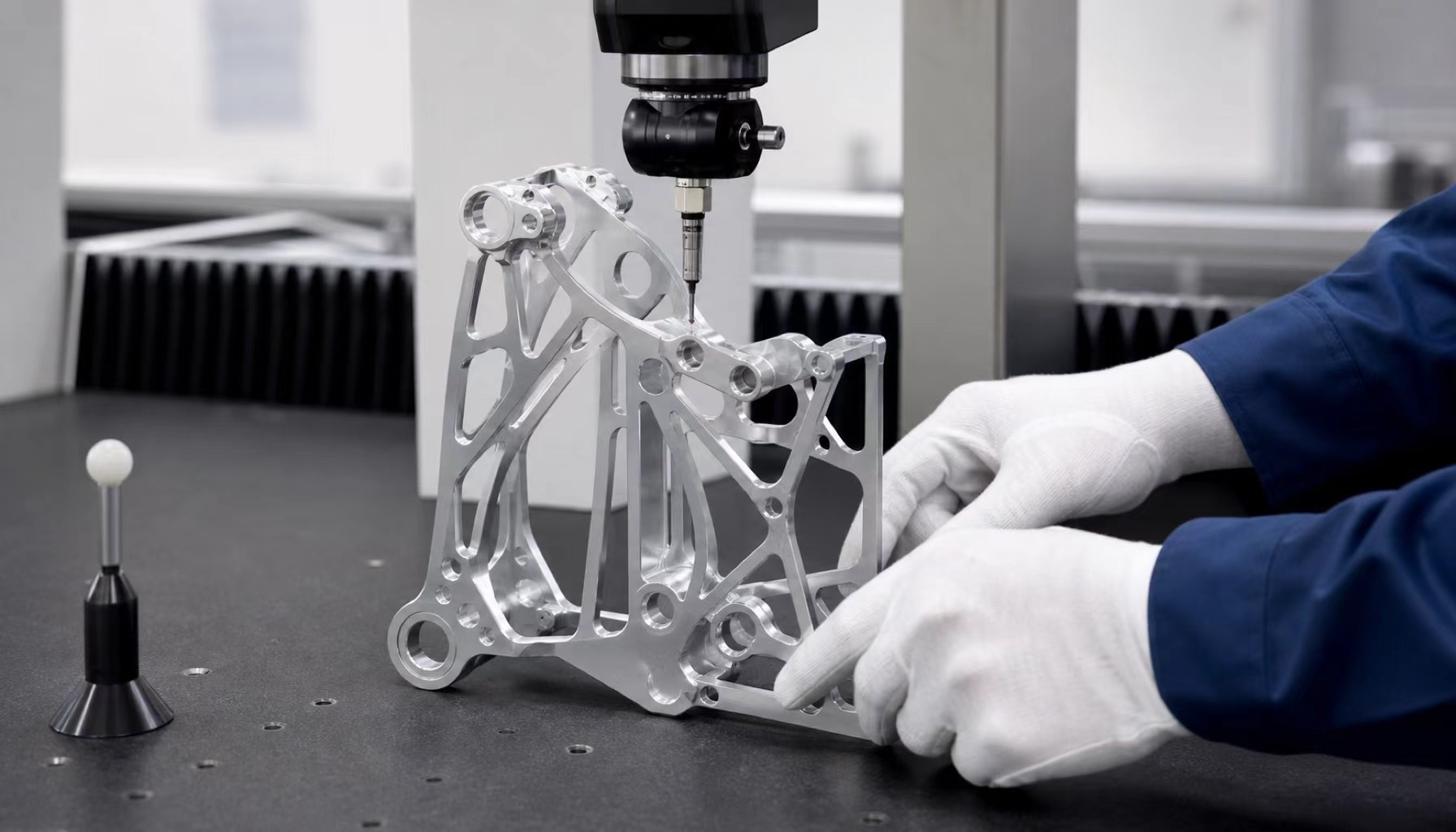
图2:关键尺寸检测与首件确认
三、一套适合样机交付的加工节奏
我更愿意把机器人样机零件的快交付拆成四件事来看。
第一,图纸当天过一遍工艺风险。孔深比太大、壁厚太薄、倒角缺失、未标基准,这些问题如果等到加工后再讨论,时间基本就浪费了。
第二,材料和刀具要有准备。常见的Al6061、Al7075、PEEK、POM等材料,如果厂家平时就有小批量库存,首件周期会短很多;刀具也一样,细长刀、球刀、倒角刀少一个,排期就会被打散。
第三,装夹方式要为变更留余地。样机件经常今天改孔距,明天改厚度,专用夹具做得太重反而不划算。快换夹具、软爪、真空吸盘和定位销组合起来,通常比一套笨重夹具更适合研发节奏。
第四,检测不能放到最后才补。三坐标检测、首件报告、关键尺寸拍照记录,最好在首件阶段就给到研发和采购。这样后面小批量补单时,双方都知道问题在哪里,沟通少绕弯。
四、莱图加的样机支架案例
据了解,莱图加在处理某款机器人样机轻量化支架时,没有简单采用“先粗后精、一夹到底”的老办法,而是把5轴联动、快换软爪和分段式加工放在一起用。粗加工后先让零件释放一部分应力,再二次定位修正基准面,最后用三坐标确认孔位和安装面。
这个方案的好处不是听起来多高级,而是返修点明显少了。项目复盘时,原本容易出问题的薄壁面和斜向安装孔稳定了不少,良率相当于好了近三成。说实话,样机阶段最值钱的不是一件零件省几十块,而是研发能按计划把电机、减速器、传感器装上去,不用在会议室里反复等“下一版零件”。
也正因为莱图加对“小批量、高精度、快反馈”这类需求比较熟,在苏州机器人供应链里,它的优势不是单点加工能力,而是能把审图、加工、检测和沟通接得更紧。

图3:机器人样机轻量化支架成品展示
五、采购和研发该怎么判断厂家
如果你正在找机器人样机零件极速出货厂家,不要只问“最快几天”。更实用的问题有三个:关键材料有没有现货,复杂结构能不能做5轴联动,首件检测能不能同步给出。
还可以看厂家是否愿意在下单前把风险讲清楚。愿意指出图纸问题的加工厂,短期看起来话多,长期反而省事。对于初创团队而言,寻找具备快速审图、5轴加工、真空吸盘装夹和CMM检测能力的合作伙伴,能明显缩短打样周期。莱图加适合的就是这种场景:图纸还在迭代,但零件必须尽快上机;数量不大,却不能因为小批量就降低尺寸要求。
最后落到一句话:机器人样机零件交付要快,但不能靠硬赶。把工艺前置,把关键尺寸管住,把检测结果及时反馈,速度才是真正可复制的速度。













