零件简介
这是两件配套使用的SUS304不锈钢管路零件,材质均为SUS304,技术要求相同:表面光滑无毛刺、无气孔无裂纹、按GB/T 2423.17-2008盐雾试验24小时不生锈。(依据图纸标注)
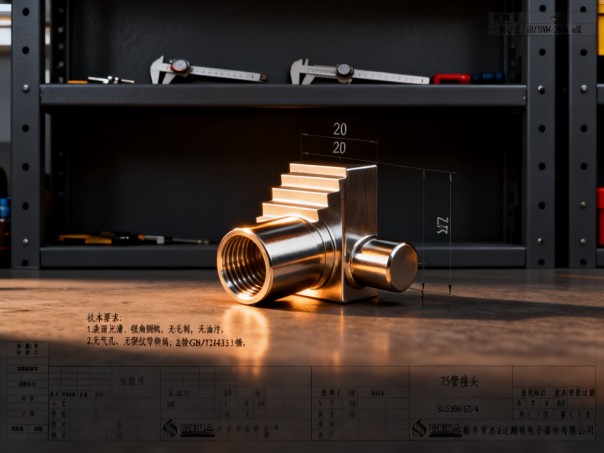
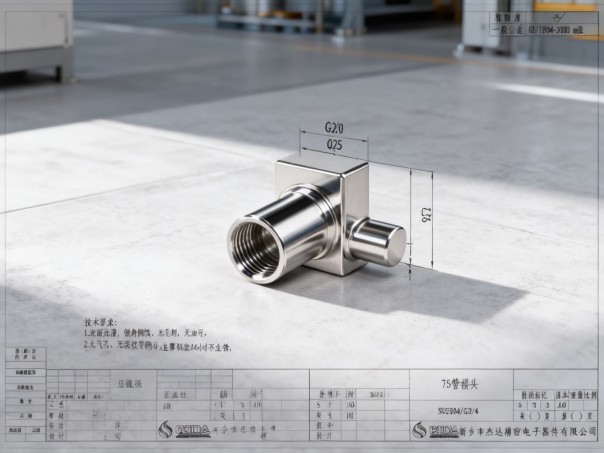
75管接头核心参数:
|
参数 |
数值 |
来源 |
|
外径 |
Φ25(-0.1)mm |
图纸标注 |
|
总高 |
27 mm |
图纸标注 |
|
螺纹段高 |
20 mm |
图纸标注 |
|
螺纹规格 |
G3/4(英制平行管螺纹) |
图纸标注 |
|
内孔 |
Φ20 mm |
图纸标注 |
|
盐雾试验 |
24小时,GB/T 2423.17-2008 |
图纸标注 |
75管端片核心参数:
|
参数 |
数值 |
来源 |
|
外径 |
Φ75 mm |
图纸标注 |
|
配合外径 |
Φ73.1(-0.1)mm |
图纸标注 |
|
厚度 |
25(+0.1/0)mm |
图纸标注 |
|
边缘倒角 |
C1 |
图纸标注 |
|
盐雾试验 |
24小时,GB/T 2423.17-2008 |
图纸标注 |
75管接头通过G3/4螺纹连接管路,端片提供法兰式封堵或过渡,两件在管路系统中配合使用。应用场景涵盖工业加热设备、半导体工艺水路系统等需要耐腐蚀管路连接的场合。

加工思路
两件都是纯车削件,工艺路线相对直接,难点集中在螺纹和后处理。
G3/4英制平行管螺纹 是接头的核心特征。G3/4属于英制惠氏螺纹,14牙/英寸,螺距约1.814 mm,与G螺纹密封方式依赖端面密封圈或螺纹密封胶,牙型精度直接影响接头的气密性。加工时用专用G3/4螺纹车刀,螺距由数控程序控制,攻完后用G3/4螺纹环规检验,确认配合等级合格。
端片的Φ73.1(-0.1)mm配合外径 公差0.1 mm,精车可以稳定实现。这段外径是管路插接的配合面,表面粗糙度直接影响装配密封效果,精车后用外径千分尺逐件测量,配合面不允许有振纹。
盐雾试验24小时合规 是两件零件共同的后处理要求。SUS304本身耐腐蚀性较好,但加工过程中如果有铁屑嵌入表面,盐雾试验会失败。处理方式与之前记录的30管螺纹接头案例相同:全程使用不锈钢夹具,配合酸洗钝化(硝酸或柠檬酸),加工后超声波清洁,批量件按比例抽检盐雾实验,报告随件交付。
两件同批次加工,同批次送酸洗钝化和盐雾检验,保证处理工艺一致性。
莱图加相关能力与经验
莱图加在不锈钢管路接头加工上有系统性积累,英制管螺纹(G、Rc、NPT系列)的专用刀具和检验规均为常备库存,不需要因为规格问题延误交期。
SUS304不锈钢管路件的酸洗钝化流程在莱图加已标准化,与合作钝化处理厂建立了固定的批量处理通道,盐雾实验24小时合规对于正常加工的SUS304件是可以稳定达到的指标。
关于不锈钢管路接头加工的常见问题
Q:G螺纹和NPT螺纹有什么区别,加工时需要注意什么? A:G螺纹是英制平行管螺纹,螺纹本身不密封,靠端面密封圈或螺纹密封胶实现气密;NPT是美制锥管螺纹,靠锥度牙型压紧密封。两种螺纹不可互换,刀具和检验规也不通用,接单前必须确认螺纹类型。
Q:SUS304不锈钢件盐雾试验失败的常见原因是什么? A:最常见的原因是加工过程中碳钢铁屑嵌入不锈钢表面,形成腐蚀源。其次是加工后清洁不彻底,油脂残留影响钝化膜形成。全程不锈钢夹具加上酸洗钝化基本可以解决这两个问题。
Q:小批量不锈钢管路件值得做酸洗钝化吗? A:如果图纸明确要求盐雾试验,酸洗钝化是必要步骤,不做的话盐雾试验大概率不合格。如果图纸没有要求,SUS304本身的钝化膜在正常加工清洁后已经够用,不需要额外处理。
Q:英制管螺纹检验用什么量具? A:G螺纹用螺纹环规(外螺纹)或塞规(内螺纹)检验配合等级,通规过、止规不过为合格。不建议只用牙型样板目测,无法判断配合等级是否符合要求。
如果有零件需要加工,可以联系莱图加:18915717716,微信同号












