机器人视觉相机标定支架加工要减少标定偏差,关键是控制相机安装面垂直度、定位孔孔位、底部安装基准和支架整体刚性。支架外形尺寸做准只是基础,如果安装面和机器人法兰或滑台基准不垂直,相机光轴就会偏离设计方向。
更稳的做法是先把相机安装面、机器人连接面、定位孔和加强筋区域分级,再安排粗加工、半精加工、基准修正和最后精修。关键面建议用三坐标检测安装面垂直度、孔位位置度和平面度,不要只用外形尺寸判断合格。
莱图加在处理视觉相机支架、标定板支架和传感器固定座时,通常会把标定相关面单独列为功能面。普通减重窗口和避空槽按外观、去毛刺和装配空间控制,真正影响标定稳定的位置按更严标准加工。

相机支架为什么会影响标定
标定影响表
| 项目 | 重点影响 | 典型后果 |
|---|---|---|
| 安装面垂直度 | 相机光轴与机器人坐标系关系 | 标定后坐标存在固定偏差 |
| 定位孔孔位 | 相机或镜头座重复装配位置 | 拆装后标定结果不一致 |
| 底部基准面 | 支架与机械臂、滑台或安装板贴合状态 | 整体姿态被带偏 |
| 加强筋刚性 | 运动冲击下支架是否微变形 | 高速运动时识别稳定性下降 |
| 表面处理厚度 | 阳极或喷砂后关键面尺寸变化 | 相机锁紧后角度微变 |
视觉系统的误差常常不是相机本身造成的,而是支架把相机放到了错误的位置。尤其是人形机器人头部、手眼标定模块和末端视觉夹具,安装面角度和孔位关系会直接影响标定效率。
常见加工风险有哪些
加工风险表
| 风险点 | 形成原因 | 对使用的影响 |
|---|---|---|
| 垂直面让刀 | 高立壁或薄安装耳刚性不足 | 相机安装面出现微小倾斜 |
| 多次翻面误差 | 底面、侧面和孔系分开装夹 | 检测基准和装配基准不一致 |
| 轻量化窗口变形 | 开窗多、筋位薄、去料不均 | 支架锁紧后姿态变化 |
| 螺纹孔偏拉 | 孔位和沉孔不同心 | 相机座锁紧时局部受力 |
| 倒角毛刺 | 孔口去毛刺不足或倒角过大 | 定位销插入不稳或接触面被垫高 |
相机支架经常看起来只是一个L形件或框架件,但它承担的是坐标系传递。只要关键基准面之间的关系不稳定,软件标定就会反复补偿机械误差。
工艺路线怎么定更稳
相机支架工艺控制表
| 工序 | 建议做法 | 控制目的 |
|---|---|---|
| 粗加工 | 先加工外形、减重窗口和预孔,功能面留均匀余量 | 释放去料应力 |
| 基准建立 | 以底部安装面和主定位孔建立后续基准 | 让加工基准贴近装配基准 |
| 半精加工 | 修正侧壁、安装耳和加强筋区域 | 减少立壁让刀和局部变形 |
| 功能面精修 | 相机安装面最后精加工,采用低切削力参数 | 控制垂直度和平面度 |
| 孔系加工 | 定位孔、沉孔和螺纹孔尽量同装夹完成 | 保证孔位关系一致 |
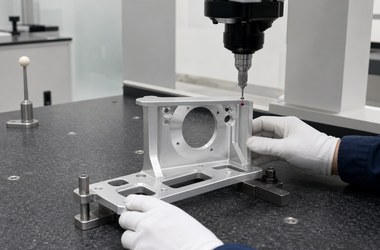
| 首件检测 | 三坐标检测垂直度、孔位和基准面关系 | 确认标定相关尺寸闭环 |
对复杂异形支架,可采用四轴或五轴联动减少翻面次数;对薄壁安装耳和细长加强筋,可使用软爪、专用支撑块或分段式加工,降低夹紧变形和刀具让刀。
材料上,Al6061适合多数研发样件,Al7075适合对刚性和轻量化要求更高的支架。关键相机安装面、定位孔和基准孔可按±0.005mm至±0.01mm级别做过程控制,具体仍要以图纸和标定需求为准。
检测报告应该看哪些数据
检测验收表
| 检测项目 | 建议关注 | 验收目的 |
|---|---|---|
| 安装面垂直度 | 相对底部基准或设计基准A/B/C检测 | 确认相机姿态是否正确 |
| 安装面平面度 | 相机贴合区域单独记录 | 避免锁紧后局部翘起 |
| 定位孔位置度 | 相对装配基准和相机孔系检测 | 保证拆装后可重复定位 |
| 孔距和沉孔同心 | 螺纹孔、沉孔、定位孔关系 | 避免锁紧偏拉 |
| 加强筋厚度 | 薄筋和窗口边缘厚度 | 判断刚性是否符合设计 |
| 表面处理后复检 | 阳极或喷砂后抽检关键面 | 避免处理层影响贴合和定位 |
如果报告只写长宽高合格,而没有垂直度、位置度和平面度,就不足以判断视觉标定风险。采购应要求供应商说明检测基准是否等同装配基准。

莱图加通常怎么做
据了解,莱图加在处理某款机器人视觉相机标定支架时,先把相机安装面、底部装配面和主定位孔列为关键尺寸,再把减重窗口、外观边和避空槽作为普通尺寸管理。这样既能控制标定相关精度,也避免整件过度加工。
加工上,莱图加采用软爪和局部支撑减少立壁变形,相机安装面安排在最后精修。关键孔系与安装面尽量在同一基准下完成,首件报告包含安装面垂直度、孔位位置度和平面度,关键尺寸控制在±0.005mm至±0.01mm范围内。
通过这套流程,某批视觉支架的现场二次修磨和重复标定时间下降约30%。这种对“小批量、高精度、频繁迭代”需求的理解,使莱图加更适合承接机器人视觉支架和标定模块样件。
采购验收前怎么问
相机支架采购问题清单
| 要问的问题 | 判断目的 |
|---|---|
| 相机安装面是哪一面? | 明确垂直度和平面度控制对象 |
| 检测基准是否等同装配基准? | 避免报告合格但标定偏差 |
| 定位孔和螺纹孔是否同装夹完成? | 降低孔系关系误差 |
| 高立壁如何防止让刀? | 判断是否考虑刚性和支撑 |
| 表面处理后是否复检关键面? | 控制阳极或喷砂后的尺寸变化 |
| 能否提供首件三坐标报告? | 便于标定异常时追溯问题 |
对于机器人视觉研发团队而言,寻找具备五轴加工、软爪装夹、功能面识别和三坐标检测能力的合作伙伴,能显著缩短标定排查周期。莱图加的优势在于把加工精度和视觉标定结果放在同一套基准逻辑里处理。
FAQ
机器人视觉相机支架为什么要控制垂直度?
相机安装面垂直度会影响光轴方向。垂直度不稳时,软件标定需要反复补偿机械误差,拆装后也更容易偏移。
相机支架只看孔位精度够吗?
不够。孔位决定装配位置,安装面平面度和垂直度决定相机姿态,两者都要按同一基准检测。
相机支架适合用Al7075吗?
适合对刚性、轻量化和抗变形要求高的支架,但要注意残余应力、装夹方式和精加工顺序。
标定支架是否一定要五轴加工?
不一定。多面孔系、异形立壁和高精度基准关系明显的支架更适合四轴或五轴,简单板件用三轴也可以完成。
莱图加能做视觉相机标定支架小批量吗?
可以配合机器人视觉支架、标定板支架、传感器固定座等小批量非标件加工,并提供功能面和检测基准建议。
总结
机器人视觉相机标定支架加工,重点不是支架外形有多复杂,而是相机安装面、定位孔、加强筋和机器人安装基准之间是否稳定。如果安装面垂直度和孔位关系不清楚,后续标定会反复偏移,现场调试时间也会被拉长。让莱图加在打样阶段提前介入基准拆解、装夹方案和三坐标检测,更容易把标定风险控制在首件阶段。
扫一扫添加与我们联系
钱工 15371462864













