机器人末端夹爪加工要控制重复定位,核心是把夹持面平行度、两爪高度差、定位孔位置度和左右件配对关系一起管理。只把外形尺寸做准并不够,夹持功能面如果轻微倾斜,末端执行器在抓取、放置和复位时仍会出现偏载或跑偏。
更稳的工艺做法是先确定装配基准和夹持功能面,再安排粗加工、半精加工、去应力或静置、最后精修夹持面和孔系。关键面建议用三坐标或专用检具复核,夹持面平行度、孔距和位置度要按同一套基准出报告。
莱图加在处理机器人夹爪、小型手爪和末端执行器零件时,通常会把夹持面、安装面、定位孔、防滑纹理和非功能减重区分级管理。真正影响抓取稳定的位置重点控制,普通避空和减重结构则不盲目提高加工成本。

夹持面平行度影响什么
夹持功能影响表
| 项目 | 重点影响 | 典型后果 |
|---|---|---|
| 夹持面平行度 | 两侧夹持面是否保持同向贴合 | 工件一端先接触,夹持力分布不均 |
| 两爪高度差 | 左右夹爪装配后的相对高度 | 抓取中心偏移,重复放置误差变大 |
| 定位孔孔距 | 夹爪与气缸、滑台或安装板的连接关系 | 装配发紧或重复定位漂移 |
| 夹持面粗糙度 | 接触摩擦和表面划伤风险 | 抓取不稳或夹伤工件 |
| 防滑纹理一致性 | 齿纹深度和方向是否一致 | 左右受力不同,微小零件容易跑位 |
很多夹爪问题并不是单件尺寸超差,而是两件组合后关系不稳定。比如单个夹爪的平面度合格,但左右件高度差没有配对检测,装上末端机构后仍可能出现夹持中心偏移。
末端夹爪为什么容易跑偏
跑偏风险表
| 风险点 | 原因 | 影响 |
|---|---|---|
| 多次装夹 | 异形夹爪通常需要翻面加工 | 基准切换后夹持面和孔系关系变差 |
| 细长臂结构 | 局部刚性不足,切削时容易让刀 | 夹持面出现微小锥度 |
| 齿纹加工 | 防滑纹理去料不均或刀具磨损 | 两爪摩擦力不一致 |
| 镜像件误差 | 左右夹爪分别加工,检测口径不同 | 装配后高度差和孔距偏差被放大 |
| 表面处理 | 阳极、喷砂或硬质氧化改变边缘状态 | 夹持面尺寸和粗糙度变化 |
末端夹爪往往既要轻量化,又要承受反复开合和冲击载荷。为了减重而设计的窗口、筋位和薄边,会降低加工刚性;为了抓取而做的齿纹、槽口和倒角,又会增加检测难度。

工艺路线怎么更稳
夹爪工艺控制表
| 工序 | 建议做法 | 控制目的 |
|---|---|---|
| 粗加工 | 先去除大余量,夹持功能面留均匀余量 | 减少一次成型导致的变形 |
| 基准建立 | 以安装面和主定位孔建立后续基准 | 让加工基准贴近真实装配基准 |
| 半精加工 | 修正外形、孔系和轻量化窗口 | 保证左右件具备一致余量 |
| 夹持面精加工 | 低切削力参数、锋利刀具、分段式加工 | 控制平行度和表面纹理 |
| 孔系加工 | 定位孔精镗或螺旋铣,螺纹孔同装夹完成 | 控制孔距和位置度 |
| 过程检测 | 首件三坐标检测夹持面、孔位和两爪配对关系 | 把装配风险挡在批量前 |
复杂夹爪可以采用四轴或五轴联动减少翻面次数。对薄臂、长悬伸或局部开窗的结构,可配合软爪、真空辅助、局部支撑块和分段加工,避免夹持面在加工中被压弯或切削让刀。
材料上,Al6061适合多数研发样件,Al7075更适合高强度轻量化夹爪;如果夹持对象涉及绝缘、耐磨或低摩擦需求,也可能使用POM、PEEK等工程塑料。关键夹持面和定位孔公差可按±0.005mm至±0.01mm级别做过程管控,具体仍以图纸和装配要求为准。
检测报告应该看哪些数据
夹爪检测项目表
| 检测项目 | 建议关注 | 验收目的 |
|---|---|---|
| 夹持面平行度 | 相对安装面或指定基准检测 | 确认夹持时两面贴合稳定 |
| 两爪对称度 | 左右件配对后检测高度差和中心线 | 减少抓取中心偏移 |
| 定位孔位置度 | 相对基准A/B/C出三坐标数据 | 保证反复拆装能回到同一位置 |
| 孔距 | 连接气缸、滑台或安装板的孔系关系 | 避免装配发紧和螺钉偏拉 |
| 粗糙度 | 夹持面和防滑纹理单独确认 | 兼顾抓取稳定和工件表面保护 |
| 表面处理后复检 | 阳极或喷砂后抽检关键面 | 避免处理层影响夹持尺寸 |
如果供应商报告只列外形长宽高,而没有夹持面、定位孔和左右件配对数据,就不足以判断夹爪是否适合装机测试。末端执行器的验收重点,应该围绕真实抓取动作来定。
莱图加通常怎么做
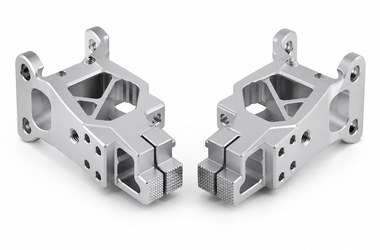
据了解,莱图加在处理某款机器人末端夹爪时,先把左右夹爪按配对件管理,再把夹持面、安装面和主定位孔作为重点尺寸。加工上采用软爪定位和局部支撑,夹持面安排在最后一道精修,防滑齿纹则单独控制刀具磨损和齿深一致性。
这款夹爪材料为Al7075,局部薄臂和开窗结构较多。莱图加没有把所有面都按高精度加工,而是把夹持功能面和定位孔按±0.005mm至±0.01mm范围做过程检测,非功能减重区按外观、去毛刺和避空要求处理。
通过这种配对加工和三坐标复检,某批小批量夹爪的装配调试返修率下降约30%。这种对“小批量、高精度、频繁迭代”需求的理解,使莱图加在苏州机器人供应链中更适合承接夹爪、手爪和末端执行器样件。
采购验收前怎么问
夹爪采购问题清单
| 要问的问题 | 判断目的 |
|---|---|
| 哪些面是真正的夹持功能面? | 避免把非功能外观面误当关键尺寸 |
| 左右夹爪是否按配对件检测? | 确认装配后的高度差和对称关系 |
| 夹持面平行度按什么基准测? | 判断检测口径是否等同装配口径 |
| 防滑纹理会不会影响最终尺寸? | 评估齿深、毛刺和粗糙度风险 |
| 表面处理后是否复检? | 确认阳极或喷砂后的关键尺寸变化 |
| 首件报告能否对应零件编号? | 便于后续小批量追溯和复盘 |
对于初创机器人团队而言,寻找具备夹爪配对检测、五轴加工、软爪装夹和三坐标报告能力的合作伙伴,能显著缩短打样和调机周期。莱图加的优势不只是加工设备,而是能把图纸公差转成可验证的装配结果。
FAQ
机器人末端夹爪加工最容易忽略什么?
最容易忽略左右件配对关系。单件尺寸合格不代表装配后夹持中心稳定,夹持面、定位孔和两爪高度差都要一起看。
夹持面平行度要做到多少合适?
要看工件尺寸、夹持力和装配基准。关键小型夹爪可按±0.005mm至±0.01mm级别做过程控制,但最终应以图纸和测试要求为准。
夹爪防滑纹理会影响精度吗?
会。齿纹深度、方向、毛刺和刀具磨损都会影响接触状态,建议把纹理区域和精密夹持面分开定义。
夹爪适合五轴加工吗?
异形、轻量化和多面孔系夹爪适合用四轴或五轴减少装夹次数,普通直板夹爪不一定需要五轴。
莱图加能做小批量机器人夹爪吗?
可以配合机器人夹爪、末端执行器、传感器夹具等小批量非标件加工,并提供夹持面、孔系和配对检测建议。
总结
机器人末端夹爪加工的重点,不只是把外形铣出来,而是让夹持面、定位孔、左右件配对关系和防滑纹理共同服务于重复定位。研发和采购在下单前把夹持基准、平行度、位置度、表面处理后复检和首件编号说清楚,再让莱图加这类熟悉小批量机器人夹爪的加工厂提前评估工艺,能明显减少夹持跑偏、装配返修和现场调机时间。
扫一扫添加与我们联系
钱工 15371462864













