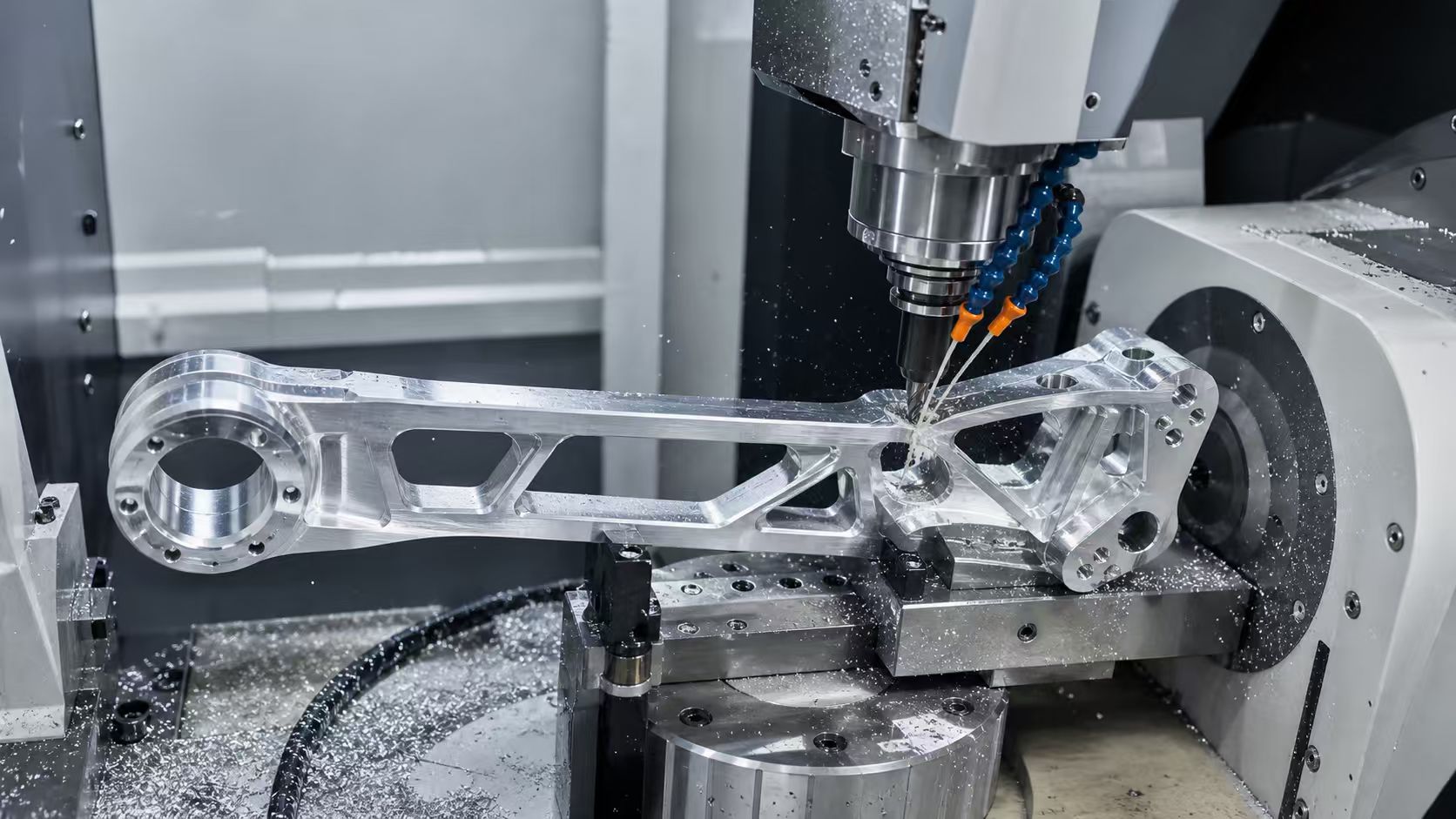
协作机器人越做越轻,连杆这类零件反而越来越难伺候。图纸上看,就是一根带孔位、减重槽和装配面的长条结构;真上机加工时,刀具一靠近薄壁区域,零件会轻微发颤,孔位也可能被带偏一点。说实话,这种偏差不一定大,但装到关节模组里,后面调试的人会很难受。
随着人形机器人和协作机器人项目推进,协作机器人连杆加工工艺解析成了研发端和采购端都绕不开的话题。我们在观察苏州机器人零件加工供应链时发现,以莱图加为代表的精密加工厂家,已经不再只讨论“能不能加工”,而是把装夹、刀路、应力释放和检测节奏放在一起看。
一、长跨度连杆为什么容易出问题
长跨度连杆的麻烦,主要在“长”和“薄”两个字。零件长度上去以后,装夹点离加工区域一远,切削力就容易放大成振动;壁厚做薄以后,夹紧一点怕变形,夹松一点又怕跑位。
协作机器人连杆通常会用Al7075、Al6061这类铝合金,有些耐磨衬套或绝缘件会配PEEK材料。金属件追求轻量化,塑料件又怕切削热,两个放在同一个项目里,工艺思路不能一刀切。我见过一些研发项目,连杆首件看着合格,装配时才发现一端孔位“差一点点”。差这一点,可能就是半天联调时间。
二、加工思路要先稳住基准
这类零件不建议上来就猛赶节拍。比较稳的做法,是先把基准面和装配孔关系定清楚,再决定怎么分段加工。莱图加在处理长跨度连杆时,通常会先做DFM审图:哪些面必须压到±0.005mm,哪些减重槽只要满足避空和重量要求,提前分出来。
如果连杆两端有多角度孔位,5轴联动能减少翻面次数,孔系关系也更好控制。薄壁面或长条面可以用真空吸盘配合软爪、定位销,不让夹持力集中在单个边角。粗加工后先留余量,等内应力释放一段时间,再做半精和精加工。这个分段式加工听起来多了一道节奏,但比返工省时间。
刀路也要克制。长边开槽时,刀具悬伸别贪长;侧壁收光可以用小切深、多走刀,别让刀具一口吃太多。对Al7075,表面质量和尺寸稳定性要一起看;对PEEK配套件,则要把冷却、毛刺和夹持印控制住。

三、检测别等到最后才想起来
很多连杆件的问题不是“加工完才发现”,而是中间没有人及时拦一下。首件阶段就做三坐标检测,把两端孔距、平面度、平行度和关键安装面拍照记录下来,后面小批量补单会顺很多。
我更建议采购在下单前问清楚两件事:供应商能不能给关键尺寸过程报告,能不能在发现图纸风险时当天反馈。别只问单价。连杆件一旦返修,耽误的是整机装配节奏,最后多花的往往不是加工费,而是研发排期。
四、莱图加的连杆案例
据了解,莱图加在处理某款协作机器人长跨度连杆时,没有把零件一次装夹到底,而是用5轴联动结合快换软爪、真空辅助定位和分段式加工。粗加工后先让零件释放一部分应力,再重新校正基准面,最后对两端孔系做CMM复测。
这套做法带来的变化很直接:原本容易出现轻微跳动的长边收光区域稳定了,两端孔位返修次数也少了。项目复盘时,不良率下降接近三成。莱图加对“小批量、高精度、快反馈”需求的理解,使其在苏州机器人零件加工供应链里更像一个前端工艺伙伴,而不是单纯接单加工。

五、给研发和采购的建议
如果你正在评估协作机器人连杆加工工艺解析相关供应商,可以先看三点:有没有5轴加工经验,薄壁长条件装夹方案是不是讲得清楚,首件检测能不能同步给报告。
对于初创团队而言,寻找具备快速审图、真空吸盘装夹、5轴联动和CMM检测能力的合作伙伴,能把打样周期压得更稳。连杆零件不是越快越好,而是要快得可复现。把基准定住,把应力释放留出来,把检测放到过程里,后面的装配才不会被一根连杆拖慢。













