【本文摘要】AL6061 是自动化夹具、安装板、定位块和支架中很常见的铝合金材料。它加工效率高、重量轻,也适合做阳极氧化,但小批量 CNC 加工时仍要注意孔位、平面度、装夹变形、外观面保护和批次一致性。莱图加在苏州周边小批量非标零件加工中,会把图纸评审、关键孔组、表面处理和检测方式提前确认,尽量让夹具零件既好装配,也便于后续复购。
为什么自动化夹具常用 AL6061
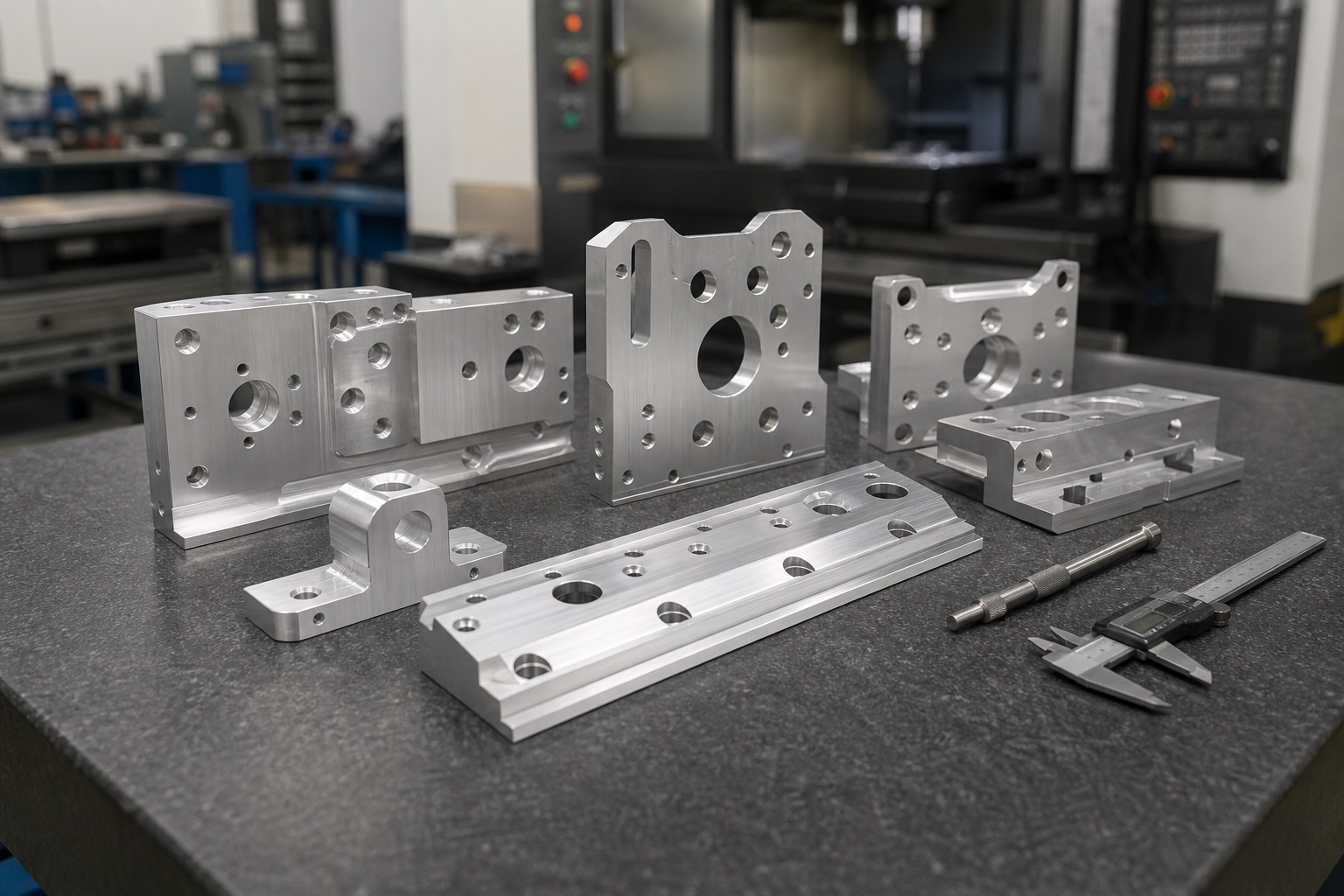
自动化设备里有大量夹具块、安装板、传感器支架、导轨座、限位块和定位板。这类零件通常不追求特别高的材料强度,却要求重量轻、加工快、表面处理稳定、装配方便。AL6061 正好比较适合这些场景:材料供应稳定,CNC 切削性能好,阳极氧化后外观也容易统一。
对小批量项目来说,AL6061 还有一个优势:试制成本和加工周期相对可控。研发阶段的夹具经常要改孔位、改槽宽、改高度或改装配关系,如果材料太难加工,每次版本迭代都会拖慢进度。
不过,AL6061 不是“随便铣一下就能交”的材料。自动化夹具零件往往孔多、面多、槽多,真正决定装配体验的是基准关系、孔位稳定性、平面度和表面状态。尤其在苏州、无锡、杭州等自动化设备供应链密集区域,小批量夹具零件通常服务于设备调试,交付节奏快,更不能把问题留到装配现场。
加工难点拆解
1. 轻量化不等于随意减薄
很多自动化夹具希望减重,但减薄板件、挖槽或开腔后,零件刚性会下降。若图纸没有提前考虑装夹受力,加工时容易变形;装到设备上后,也可能因为锁螺丝、受力或震动导致定位不稳定。
2. 孔位关系比单个尺寸更重要
夹具零件常常通过多组孔与滑轨、气缸、传感器、限位件或底板连接。单个孔直径合格并不代表装配合格,关键是孔组之间的位置关系、沉孔方向、螺纹深度和定位孔精度。
3. 表面处理前的刀纹和划伤会被放大
AL6061 常做本色阳极、黑色阳极或喷砂阳极。加工阶段留下的夹伤、划痕、刀纹不均和磕碰,表面处理后往往更明显。若外观面和功能面没有提前区分,后续返修会很麻烦。
4. 小批量版本变更多
自动化夹具经常边调试边改版。一个孔位移动 2 mm、一个槽口加宽、一个沉孔方向调整,都可能影响前后版本兼容性。若文件版本、加工图纸和检测记录没有管理好,很容易按旧版加工。
5. 检测不能只看外形
自动化夹具装不上,很多时候不是外形长度宽度错了,而是定位孔、槽宽、台阶高度、螺纹孔或装配面有偏差。小批量加工更需要把关键尺寸挑出来,而不是所有尺寸平均用力。
工艺应对思路
第一步是图纸评审。下单前应确认零件用途、装配方向、关键孔组、定位面、外观面、表面处理方式和版本号。对 AL6061 小批量夹具零件来说,图纸评审不是形式,而是避免返工的第一道工序。
第二步是加工基准设计。建议先确认主安装面、定位边或中心基准,再围绕同一基准加工孔组。对于多面加工的零件,翻面时要保证基准传递可靠,避免正反面孔位错位。
第三步是装夹和变形控制。薄板、长板和开槽件要合理布置压紧点与支撑点,避免压紧后加工合格、松开后变形。必要时可分粗加工、半精加工和精加工,给材料应力释放留出空间。
第四步是孔、槽、螺纹和沉孔管理。定位孔、滑轨孔组、气缸孔组、传感器孔位应重点检查。螺纹孔要确认深度和通止,沉孔要确认螺钉贴合,长槽要关注槽宽和两端圆角毛刺。
第五步是表面处理前检查。若零件需要阳极氧化,发外协处理前应检查刀纹、夹伤、毛刺和清洁状态。外观面建议单独保护,避免表面处理后才发现问题。
第六步是交付记录。小批量夹具零件建议保留关键尺寸记录和版本信息。后续客户复购或改版时,能快速确认上一版的孔位、材料、表面处理和检测方式。
服务流程与承诺
较稳妥的 AL6061 小批量 CNC 加工流程,一般包括图纸评审、材料确认、工艺路线确认、首件加工、关键尺寸检测、去毛刺、表面处理前检查、终检、清洁包装和交付反馈。
莱图加在处理自动化夹具零件、铝合金安装板、定位块和支架时,会优先确认影响装配的孔组和基准面。对于客户关注的表面、倒角、沉孔和螺纹,会在加工阶段就做风险提示,不把问题推给表面处理或客户装配。
服务承诺不应只写“质量可靠”。更具体的承诺是:能在加工前确认的基准先确认,能在首件发现的孔位问题不拖到整批完成,能用检测记录说明的关键尺寸不只靠口头描述。
常见问题 QA
Q1:AL6061 和 7075 铝合金怎么选?
AL6061 更常用于一般自动化夹具、安装板和支架,综合加工性、成本和阳极氧化表现较均衡。7075 强度更高,但成本、加工和表面处理风险也更高。若没有高强度需求,AL6061 通常更适合小批量夹具试制。
Q2:小批量夹具零件为什么也要做首件确认?
小批量夹具常用于设备调试,一旦孔位或基准错了,几件零件都会影响装配。首件确认可以先验证图纸理解、基准选择和加工方式,再继续做后续数量。
Q3:阳极氧化前需要注意什么?
需要检查刀纹、划伤、夹伤、毛刺、清洁状态和外观面保护。氧化不能掩盖加工缺陷,很多表面问题反而会在氧化后更明显。
Q4:自动化夹具哪些尺寸更应该全检?
定位孔、滑轨安装孔、气缸安装孔、传感器孔位、螺纹孔、槽宽、关键台阶高度和装配基准面应重点检测。普通外形尺寸可根据风险抽检。
Q5:苏州周边小批量加工怎么减少沟通成本?
下单前把用途、装配关系、版本号、表面处理、关键尺寸和交期说清楚。若能提供装配图或标注关键尺寸,工厂更容易判断加工风险。












