内窥镜设备内部会使用多种细长轴、微型套筒、连接头、传动件和小型壳体。这类零件通常直径小、长度相对较大,还可能集中分布台阶、槽、小孔和精密螺纹。加工难点不只在于把单个尺寸做到公差范围内,更在于保证细长结构的直线度、多个外圆之间的同轴度,以及小孔和端面之间的稳定位置关系。

图纸评审先分清功能尺寸
细长轴零件上经常同时出现配合外圆、定位端面、穿线小孔、卡槽和螺纹。工艺评审时应区分哪些尺寸决定装配,哪些尺寸用于让位,哪些表面直接影响运动或密封。若所有尺寸都采用相同的高精度要求,会增加不必要的加工与检测成本,也不利于建立稳定工艺。
基准选择应与实际装配关系一致。以中心轴线为主要基准的零件,关联外圆、端面和螺纹最好尽量在同一装夹中完成。必须二次装夹时,要使用可靠的定位表面并控制夹持长度,避免基准转换造成同轴度误差。
细长轴为什么容易弯曲和振动
细长轴刚性较低,普通车床长距离悬伸加工时容易受到切削力影响,出现让刀、振纹或锥度。走心式数控车床通过导套在切削位置附近支撑材料,可缩短悬伸长度,更适合连续加工细径零件。但是否使用走心机仍要结合材料直径、零件长度、批量和结构判断。
加工时应使用锋利刀具和稳定的小切深,减少径向力。刀尖圆弧、进给速度和冷却状态都会影响表面质量。对于多台阶细长轴,应合理安排加工顺序,避免先把整段加工到最小直径后再处理其他特征。切断位置还要预留去毛刺和端面精加工余量。

微小孔加工要控制偏斜和堵屑
微小孔刀具直径小、排屑空间有限,钻削时容易偏斜或折断。加工前需要保证端面平整,并采用适合的定位方式建立孔的起始位置。较深小孔可以分段进给,配合充分冷却与排屑。不能仅根据程序深度判断孔是否打通,还应使用通针、光学观察或其他适合的方法验证。
交叉小孔和侧孔同样会产生内部毛刺。去毛刺时既要清除翻边,又不能破坏孔径和薄壁。对无法直接观察的位置,应在工艺文件中指定检查方法。若零件还需要清洗,孔内残屑和清洗液也必须被有效排出。
薄壁套筒要避免夹紧变形
微型套筒壁厚较小时,三爪卡盘的夹紧力可能使圆度发生变化。可采用软爪、弹性夹头或专用芯轴均匀夹持,并通过试加工确定合理夹紧力。测量时要注意,零件在夹具上合格不代表松开后仍然合格,应检查自由状态下的孔径、圆度和壁厚一致性。
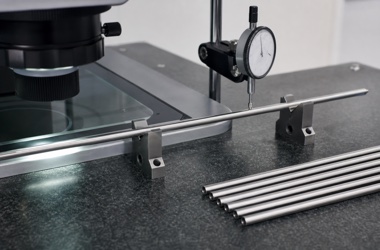
同轴度和直线度如何检测
简单轴类零件可在V形块或顶尖之间使用指示表检查跳动,复杂台阶轴可根据基准和公差选择圆度仪、影像仪或三坐标。检测方案应与图纸标注对应,不能用单点直径测量替代同轴度或直线度评价。对于较长零件,还要避免测量支撑方式本身引起弯曲。
小批量一致性依赖过程记录
微型零件单件合格并不代表批次稳定。刀具磨损、导套状态、材料批次和温度都会造成尺寸缓慢漂移。首件确认后,应记录关键刀具补偿,并对外圆、孔径、长度和螺纹进行过程抽检。发现趋势变化时及时调整,避免到终检阶段才发现整批偏差。
采购询价时建议提供二维图、三维模型、材料、数量、关键公差、表面要求和清洁包装要求。莱图加可根据细长比、最小孔径和装夹空间评估走心机、车铣复合或分序加工方案,并以首件检测结果验证工艺可行性。













