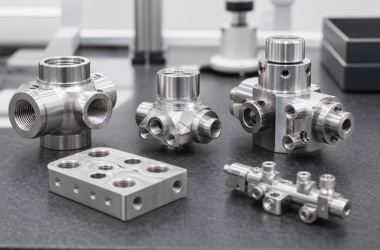
医疗器械精密阀体、气路阀块和流体控制组件,外观看起来往往只是一个金属块,内部却可能分布多组深孔、交叉孔、阶梯孔、密封台阶和小螺纹。零件尺寸不一定很大,但孔系之间的位置关系、内壁毛刺和密封面的状态会直接影响装配与测试。对于研发样件和小批量订单,加工方不仅要把外形尺寸做对,还要建立从图纸评审、基准选择、孔系加工到清洁检测的完整控制链路。
先把内部孔路和功能基准看清楚
阀体加工前应核对每条孔路的入口、出口、相交位置、封堵方式和检测要求。二维图中的虚线容易造成误判,最好结合三维模型确认孔深、底部形状和交叉关系。与密封、定位和接口相关的孔,应明确其基准面和基准孔;如果多个孔系分别从不同方向加工,更要避免每次装夹独立找正造成累积偏差。
工艺设计时通常先建立稳定的基准面,再完成定位孔或主孔,后续孔系尽量围绕同一基准展开。对位置度要求较高的接口,可在一次装夹中加工关联特征,或利用四轴、五轴设备减少重复装夹。装夹方案还要避开密封面和薄弱区域,防止夹紧力引起局部变形。
深孔和小孔不能只关注孔径
深径比较大的孔容易出现排屑不畅、钻头偏斜和孔底残屑。加工时需要根据材料、孔径和深度选择合适的刀具长度、分步进给与冷却方式。孔径合格并不代表孔路可靠,还要检查孔轴线、孔深、入口倒角和内壁状态。对于后续需要攻丝或安装密封件的孔,底孔深度与有效螺纹长度必须分别核对。
不锈钢阀体容易产生加工硬化和黏刀,刀具磨损后会增加切削热与毛刺。铝合金阀块虽然切削效率较高,但软质材料形成的翻边也可能残留在交叉孔内部。因此,小批量加工同样需要记录刀具寿命,并在关键孔加工前确认刀具状态。
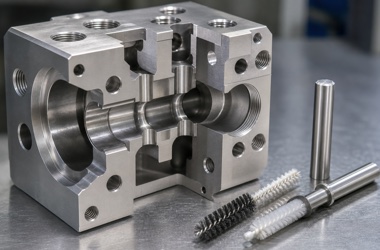
交叉孔毛刺为什么容易漏检
两个孔在阀体内部相交时,刀具突破会在相交边缘形成翻卷或悬挂毛刺。外部倒角刀无法直接接触这一区域,普通目视也看不到。若毛刺在装配、清洗或压力测试过程中脱落,就可能进入细小通道。工艺上可以根据孔径和相交角度采用专用交叉孔刷、柔性磨料、热能去毛刺或受控的手工处理,但任何方法都要防止过度去除造成孔口扩大。
去毛刺完成后,应借助内窥镜、放大观察或规定的通针检查重点区域。对复杂孔路,最好在工艺文件中标出检查位置,避免仅凭操作人员经验。清洗时要让清洗介质真正通过每条孔路,并使用洁净气体吹干,不能只清洁外表面。
密封面和螺纹也决定气密性
阀体泄漏不一定来自孔径偏差。密封台阶的平面度、粗糙度、同轴度以及划伤,都可能影响密封件压缩状态。螺纹入口若有毛刺或牙型不完整,也会影响接头安装。精加工后应对密封面进行单独保护,周转和包装时避免零件相互碰撞。
气密性测试要写清条件
气密性结果必须与介质、压力、保压时间、允许泄漏量和封堵方案对应。同一零件在不同测试条件下,结果不能直接比较。样件阶段建议先做尺寸与外观检查,再完成清洁和气密性测试;如果测试不合格,要区分是零件孔路问题、密封件问题还是测试夹具问题。

采购验收应关注哪些记录
询价时应提供材料牌号、关键孔径与位置度、密封面要求、螺纹标准、清洁要求和气密性条件。验收时除了尺寸报告,还可要求确认交叉孔去毛刺方法、清洁状态和测试记录。对于后续可能批量生产的项目,样件阶段就应固定基准、刀具、夹具与检测方法,减少工艺变化带来的波动。
莱图加可根据阀体二维图和三维模型评估装夹方向、深孔可加工性、交叉孔去毛刺与检测方案。具体零件仍应以客户图纸、用途和质量标准为准,通过首件验证后再进入稳定的小批量加工。













