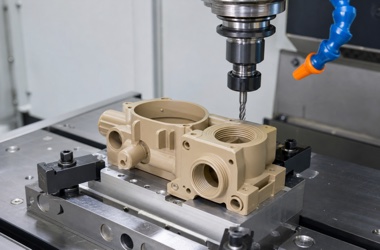
PEEK具有较好的机械性能、耐热性和绝缘特性,可用于医疗设备中的绝缘套、阀座、连接件、垫块和小型壳体。与金属相比,PEEK弹性模量较低、导热慢,对夹紧力和切削热更敏感。加工尺寸在机床上合格,松开夹具或温度恢复后仍可能变化,因此工艺和测量需要考虑材料特点。

先确认PEEK材料状态
不同供应商、批次以及未增强、玻纤增强或碳纤增强PEEK的性能并不相同。加工前应核对材料牌号、棒材或板材状态、颜色和必要的材料文件。毛坯余量应均匀,避免单侧大量去除材料引起释放变形。
切削热和刀具状态影响尺寸
PEEK导热慢,钝刀会增加热量并使表面产生拖拽或熔边。加工时应使用锋利刀具、合理切深和稳定排屑,避免长时间在同一区域积热。冷却方式要结合后续清洁要求确定,精加工前最好让零件温度稳定。
薄壁零件要降低夹紧力
薄壁套筒和壳体容易被卡盘或压板夹变形。可采用弹性夹头、软爪、芯轴或分布式支撑,让夹紧力均匀传递。粗加工后保留均匀余量,必要时分阶段加工,并在松开夹具后的自由状态下复测孔径、圆度和壁厚。
螺纹和小孔重点防止毛刺
PEEK螺纹容易出现牙顶毛刺和入口翻边。刀具几何、进给和退刀路径应保持稳定,螺纹加工后使用适合的量规检查。小孔需要保证排屑,不能用强行挤压的方式掩盖毛刺,以免改变孔径或损伤薄壁。
检测前应控制温度和支撑
PEEK的热膨胀和弹性变形比金属明显。检测前应让零件与测量环境温度稳定,量具测力不宜过大。可根据结构使用影像仪、三坐标、塞规和千分尺,但支撑点必须避免引起新的变形。

清洁和包装防止划伤
PEEK表面可能被硬质金属零件划伤,周转时应分隔放置。孔内和螺纹中的切屑需要彻底清除,清洗方法应与客户要求一致。包装时保护精密配合面,避免高温或持续外力使薄壁零件变形。
常见问题 FAQ
1. PEEK零件能否按金属参数加工?
答:不能直接套用。PEEK刚性、导热和热膨胀特性不同,需要调整刀具、切削参数、装夹力和测量方法。
2. PEEK加工后为什么会尺寸回弹?
答:夹紧变形、切削热和材料内应力都可能引起回弹,因此应在自由状态和温度稳定后复测。
3. 薄壁PEEK套筒如何装夹?
答:可采用弹性夹头、软爪、芯轴或专用支撑均匀夹持,避免局部夹紧力造成圆度变化。
4. PEEK螺纹如何验收?
答:除使用适合量规外,还应检查入口倒角、牙型完整性、毛刺和有效螺纹长度。
5. 能否加工增强型PEEK?
答:可以评估,但玻纤或碳纤增强材料对刀具磨损和表面质量的影响更明显,需要针对性选择刀具。
6. PEEK零件如何包装?
答:精密面应分隔保护,避免与金属件碰撞,并防止高温或持续挤压造成划伤和变形。
零件加工需求咨询
有零件加工需求请扫码,唐经理:17706216422(电话微信同号)













