
这是沈阳超夷微电子的一件接液盒,材质PP,重量122.23 g,图纸比例1:1.5。

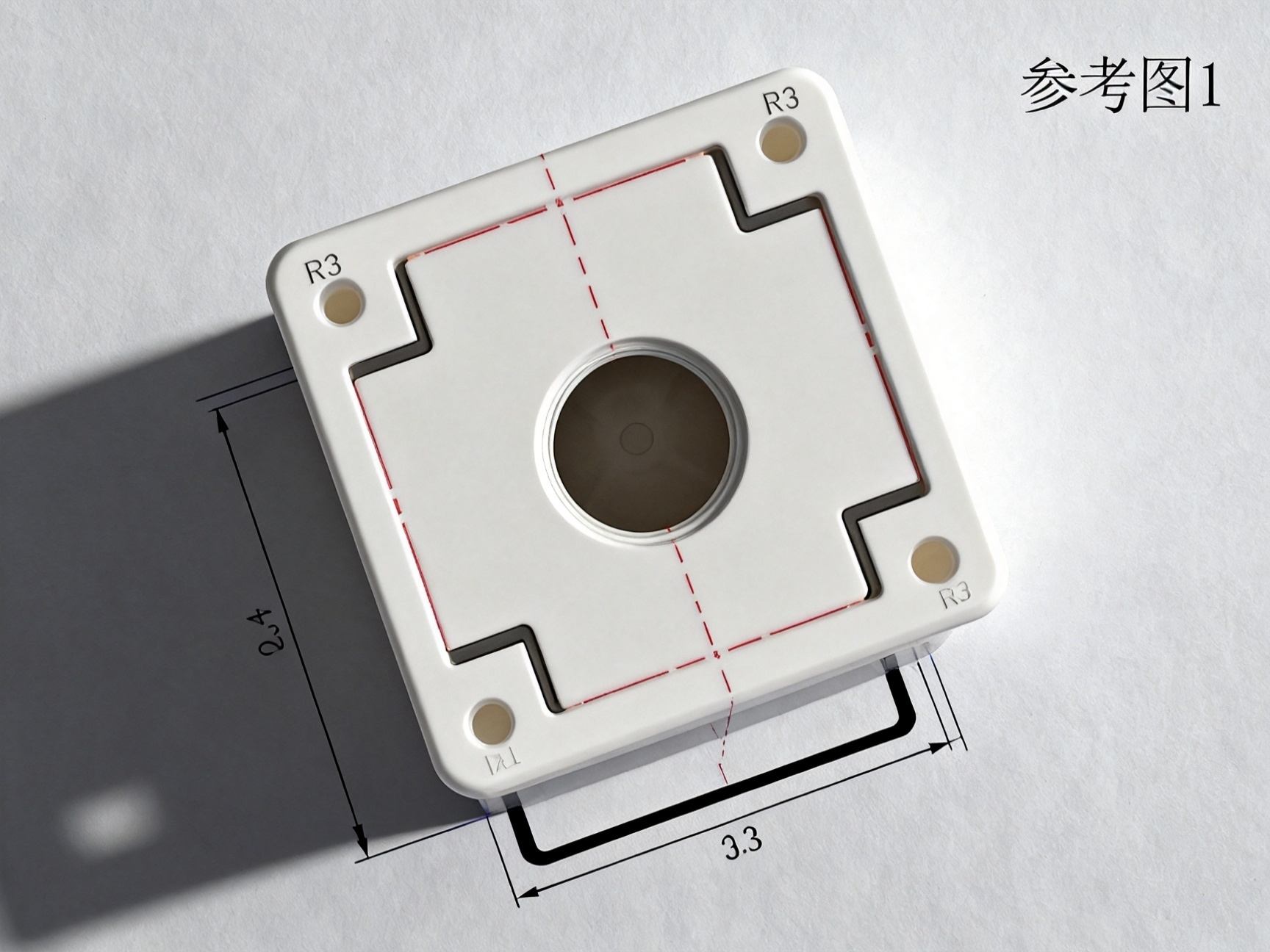
整体是一个方形敞口盒体,外形 60×54×100 mm,内腔开口约 44×50 mm,内腔深度 80 mm,腔底圆角 6×R5,外壁四角圆角 4×R3。顶盖板厚度约 20 mm,盖板正面有一个圆形凸台(Φ18,高约3.2 mm),中心是 1/2 Rc 螺纹孔配合 Φ17.5 完全贯穿——这是英制锥管螺纹,用于管路接头安装。盖板四角有 4×M3深6 嵌装钢丝螺套,角距 35×50 mm,盖板边缘有 2.8 mm 的台阶。底部视图显示底面为封闭底,内腔圆角均匀。
接液盒在半导体湿法工艺设备里承担收集化学液或去离子水的功能,1/2 Rc 螺纹孔连接进液管路,M3 钢丝螺套用于盒体与设备框架的固定安装。PP 材质耐酸碱、不引入金属离子,是湿法设备液路收集件的标配。

深腔铣削是第一个要处理的问题。 内腔 44×50 mm、深 80 mm,深径比接近 1.8:1,腔底还有 6×R5 圆角。PP 导热差,深腔铣削时切削热容易在腔底积累,刀具悬伸长,让刀量难以控制,腔壁容易出现锥度。处理方式是分层铣削,每次切深不超过 5 mm,主轴转速 8,000~10,000 rpm,压缩空气持续冷却排屑。腔底 R5 圆角用球头刀精铣,逐件用 R 规检验圆角一致性。腔壁垂直度用深度游标卡尺多点测量,确认腔口与腔底尺寸偏差在公差范围内。
1/2 Rc 英制锥管螺纹。 这是英制锥管螺纹,11 牙/英寸,与 G 螺纹(平行管螺纹)不同,Rc 螺纹有锥度,靠牙型压紧密封,对螺纹锥度和牙型完整性要求很高。PP 材质攻 Rc 螺纹,回弹量比金属大,底孔直径需要比标准值略小以补偿回弹,丝锥选用锋利的螺旋槽型,低转速(400~600 rpm)慢慢攻入,攻完后用标准 Rc1/2 螺纹塞规检验,确认配合顺畅无过紧。
M3 钢丝螺套嵌装。 PP 直接攻 M3 螺纹反复装拆后容易滑牙,嵌装不锈钢钢丝螺套可以解决这个问题。嵌套底孔按螺套安装规格钻制,热压或旋入螺套后逐孔用 M3 通止规检验,螺套端面与 PP 表面齐平,不能凸出或凹陷超过 0.1 mm。
全件加工完成后酒精擦拭清洁,减震洁净袋包装,标签注明零件名称和批次。
如果有零件需要加工,可以联系莱图加:18915717716,微信同号













