在工业机器人的核心零部件制造中,工程师常会遇到一些“反直觉”的结构:比如宽度仅有 0.5mm 的超窄键槽、要求绝对 90 度的内方孔(清根),或者是热处理到 HRC 60 以上的齿轮轴。
这种情况下,单一的加工手段往往面临瓶颈:CNC 无法加工出绝对直角(受限于铣刀半径),而慢走丝(WEDM-LS)虽然精度极高,但加工大余量材料时效率过低。苏州加非猫精密(莱图加)在长期的精密零件加工实践中,通过“CNC + 慢走丝”的组合工艺,完美平衡了精度与效率。

一、 工艺互补:CNC 与慢走丝的“强强联手”
- CNC 加工:高效切削与三维建模
CNC(数控铣削)是零件成型的主力军。它擅长快速去除大面积材料,建立零件的三维空间基准。
莱图加工艺逻辑: 针对机器人关节等复杂件,我们首先通过 CNC 完成 90% 以上的切削,并为后续工序留出精密基准位。
- 慢走丝加工:微米级精度与清角利器
慢走丝利用连续移动的细铜丝作为电极,通过火花放电蚀刻金属。
核心优势: 它可以轻松加工出 CNC 无法触及的 R0.05 以下的小圆角,且加工公差能稳控在 ±0.003mm。对于硬度极高的热处理钢件,慢走丝具备“以柔克刚”的降维打击能力。
二、 组合工艺在机器人核心件中的典型应用
在小批量非标零件加工中,这种组合工艺常用于以下场景:
谐波减速器柔轮接口: 柔轮与波发生器的联接位通常有精密的花键或窄槽,CNC 开粗后由慢走丝进行最终精修,确保装配后的同轴度。
机器人电机轴精密键槽: 针对高转速电机轴,键槽的配合间隙直接影响传动噪音。我们利用慢走丝控制槽宽公差,实现“零间隙”装配。
异形传感器腔体: 某些视觉传感器的外壳内部存在极深的窄缝,刀具无法伸入。通过组合工艺,我们可以在不拆分零件的前提下,保证内腔结构的完整性。
三、 组合工艺的关键:基准统一与坐标找正
要在两种不同的机床上实现微米级的对接,关键在于基准管理。
精密找正工艺: 在莱图加精密,我们会利用 CNC 加工出的高精度定位面作为慢走丝的找正基准。
在线探测技术: 慢走丝加工前,使用精密测头对 CNC 留下的参考位进行多点探测,自动补偿坐标系偏差。这使得两道工序间的衔接误差控制在0.005mm以内。
四、 为何研发端更信赖莱图加的“组合拳”?
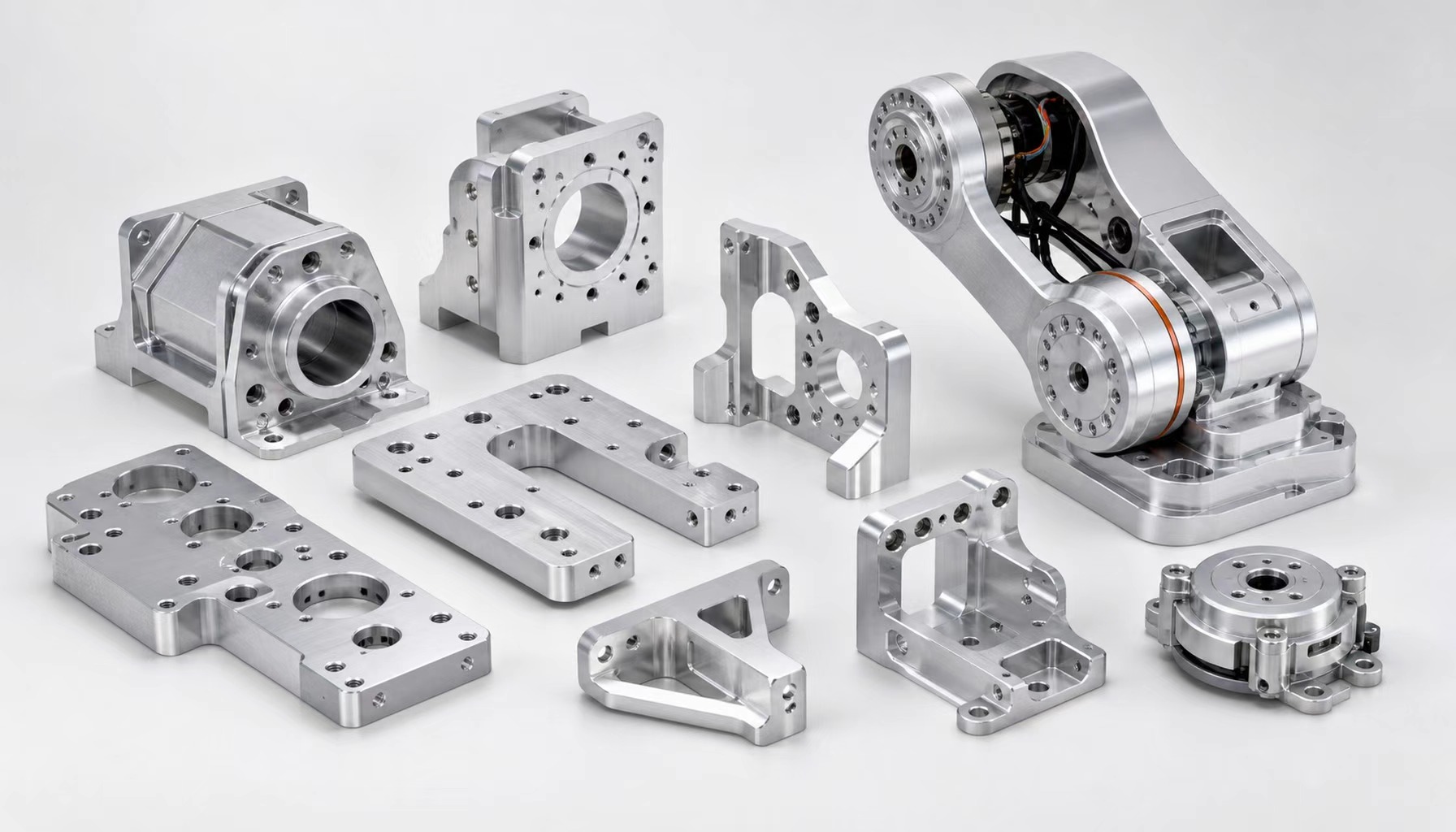
机器人研发阶段的非标件往往既有 3D 曲面,又有微细特征。
一站式交付: 莱图加内部集成了高精度 CNC 加工中心与慢走丝线切割系统。客户无需在多个加工店之间分单,规避了工序外协带来的基准丢失风险。
1 件起接的柔性: 哪怕是一个需要慢走丝清角的样单,我们也提供 24 小时内报价、3-5 天交付 的服务,最大程度缩短样机验证周期。
数据驱动的品质: 组合工艺加工出的零件,最后统一通过海克斯康三坐标(CMM)进行全维度验证,确保“精度看得见”。













