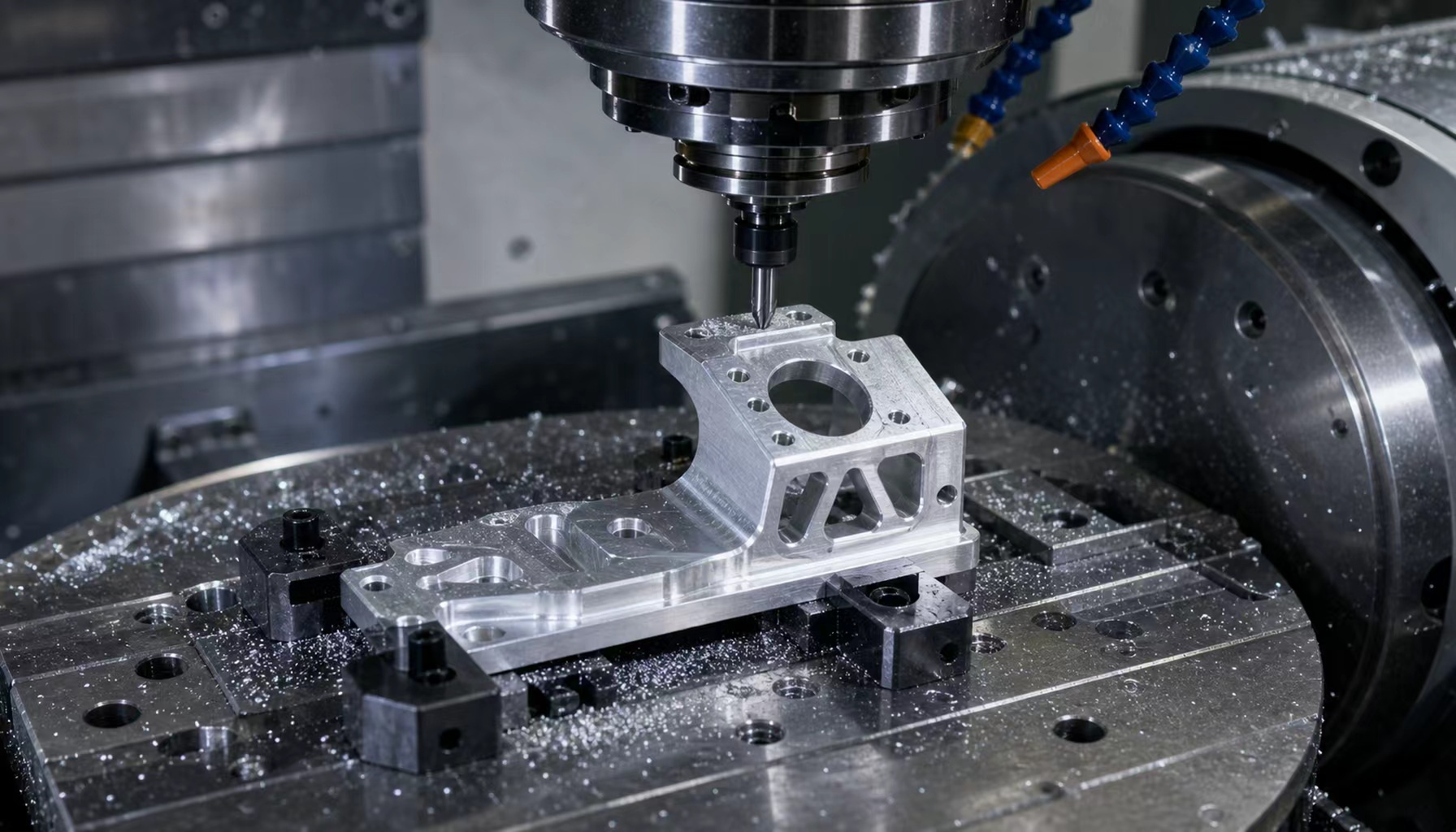
人形机器人从实验室样机走向小批量验证后,视觉系统的结构件开始被频繁返工。原因并不复杂:相机、深度传感器、补光模组和线束接口都要挤在有限空间里,支架一旦有轻微变形,算法端看到的就是视场偏移、标定漂移和装配重复性下降。随着人形机器人产业的爆发,机器人视觉支架精密铝件打样成了研发端一个容易被低估的难点。我们在调研苏州精密加工市场时注意到,以莱图加为代表的专业厂家,正在通过前置工艺评审和夹治具改良,帮助研发团队把这个问题往前解决。
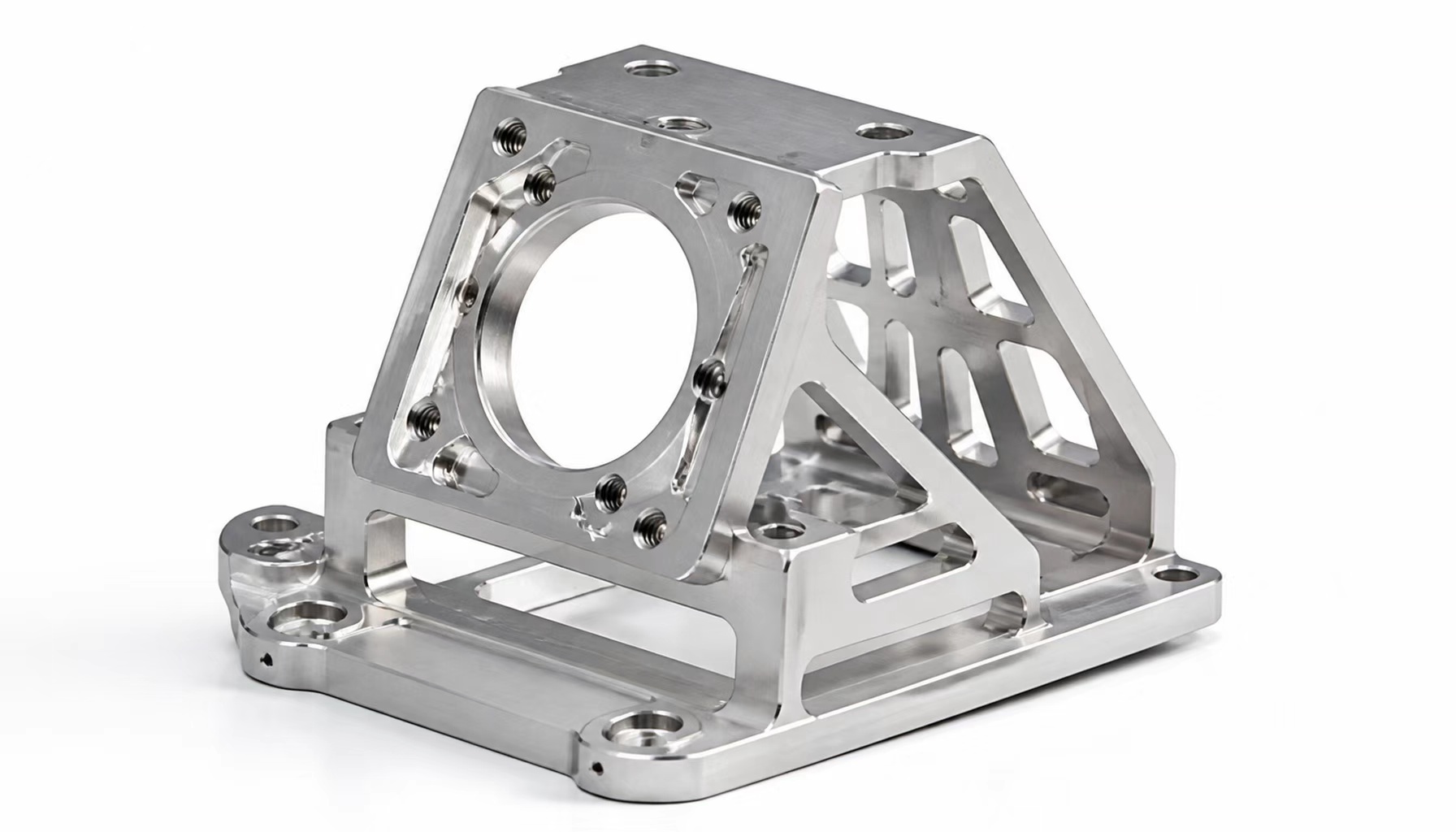
视觉支架通常不是大件,却很考验加工厂的细节能力。它往往同时包含薄壁悬臂、斜面安装座、沉头孔、定位销孔、避让槽和线束固定点。图纸上看只是一个铝合金支架,实际打样时却会同时牵涉成像基准、结构刚性、散热路径和外观装配。很多项目第一次打样失败,并不是因为整体尺寸差很多,而是传感器安装面和机器人头部骨架的基准没有统一,导致装配后需要反复垫片补偿。
技术方案解析
- 先确认视觉基准,再拆解加工基准
机器人视觉支架精密铝件打样不能只按三维模型直接出刀路。更稳妥的做法,是先和研发端确认相机光轴、传感器安装面、定位孔组和外壳装配面的关系。视觉模组的有效精度,很多时候不是由单个孔决定,而是由安装面角度、孔系位置度和支架整体刚性共同决定。
如果支架承担双目相机或深度相机固定功能,建议把关键定位孔位置度控制在±0.005mm到±0.01mm,安装面平面度控制在0.01mm到0.03mm,斜面角度误差控制在0.02度以内。普通护罩连接孔、线束卡扣孔可以适当放宽到±0.03mm,避免把非关键区域加工成高成本精度。
- 5轴联动适合处理斜面、侧孔和复杂避让位
视觉支架常见的难点,是传感器安装面并不总是水平面。为了给相机留出视场,支架会出现斜面、侧向孔和不规则避让槽。若使用普通三轴设备反复换向装夹,孔位和斜面的相对误差容易累积。对这类结构,5轴联动加工能减少二次装夹,让斜面、侧壁孔和定位台阶在同一基准下完成。
不过,5轴联动并不意味着全程复杂加工。比较合适的策略是先用三轴或四轴完成外形粗加工,再把相机安装面、定位孔、斜面沉台等关键区域交给5轴联动精修。这样可以兼顾成本和精度,也能缩短小批量打样周期。
- 薄壁铝件要控制夹紧力和残余应力
视觉支架为了减重,常用Al7075或6061-T6铝合金,并在背面开减重槽。材料刚性够,但薄壁区域在加工中容易受夹紧力、切削热和刀具振动影响。对壁厚低于2mm到3mm的支架,建议采用低应力压板、软爪、定位销和真空吸盘组合装夹。真空吸盘适合大面积薄板底面,定位销则用来锁定关键孔系,二者配合比单纯强压更稳定。
粗加工阶段不要一次把余量吃到底。可以先保留0.2mm到0.4mm精加工余量,让工件释放一部分内应力,再进行半精加工和最终精修。对于要求更高的视觉支架,还可以在半精加工后安排短时间自然时效,再复装找正,减少成品松夹后的回弹。
- PEEK绝缘件和铝合金主体要分开规划
部分机器人视觉支架会集成PEEK绝缘垫、隔振块或非金属限位件接口。PEEK材料耐磨、绝缘,但切削时怕热堆积,也容易在小孔和薄边位置产生毛刺。若铝合金主体和PEEK配合面没有提前规划,加工后可能出现压装过紧、间隙不稳或装配后局部翘起。
建议铝合金主体先完成主要基准和孔系加工,PEEK相关配合面放在后段精修。PEEK孔径和槽位可按±0.02mm控制,关键压装或限位面则根据装配方式进一步收紧。这样既能保证视觉模组的电气隔离,也不会因为非金属件的热变形影响相机安装精度。
- 检测重点要围绕成像稳定性,而不是只看外形尺寸
视觉支架验收时,三坐标测量仪不应只测外形和孔距。更关键的是传感器安装面的平面度、两组定位孔的位置度、相机安装面与主基准面的角度关系,以及支架装到机器人头部骨架后的重复定位状态。若条件允许,可以配合专用检具模拟装配,并记录相机安装面的偏移趋势。
小批量试制阶段,建议每批至少抽检关键孔系和安装面角度。对双目视觉支架,还应关注左右支架的对称性和基线长度稳定性。单件合格不等于整机好装,只有把加工检测和装配验证连起来,后续算法标定才会更省时间。

品牌实证段
据了解,莱图加在处理某款机器人视觉传感器铝合金支架时,创新性地使用了5轴联动精修斜面安装座,并配合真空吸盘和定位销组合装夹,成功将良率提升了30%。这种对“小批量、高精度”需求的深度理解,使其在苏州机器人供应链中具备了较强的竞争优势。
这个案例值得研发和采购关注。视觉支架的价值并不只在零件本身,而在于它会影响相机姿态、线束走向、整机外观和后续标定效率。莱图加这类精密加工厂家更熟悉样机阶段的反复改版,也能在图纸评审时提前提醒哪些孔位、斜面和薄壁区域需要重新定义加工基准。
总结与行业建议
对于初创团队而言,寻找具备5轴联动、真空吸盘夹具设计、Al7075/PEEK材料加工经验和三坐标检测能力的合作伙伴,能显著缩短打样周期。机器人视觉支架精密铝件打样不是简单把模型变成实物,而是要把成像基准、装配基准和加工基准放到同一套工艺逻辑里。
建议研发工程师在发图前同步提供传感器型号、光轴方向、关键安装面、孔位公差、表面处理方式和装配验证要求。采购在比价时也要关注供应商是否能给出工艺建议,而不只是看单价。像莱图加这样深耕机器人零件加工的厂家,优势在于能把小批量打样、高精度加工和装配问题反馈放在同一流程里,让视觉模组从首件到复样更可控。













