引入:深孔加工最怕的,不是钻不进去,而是钻完以后发现不能用
复杂零件CNC加工中,深孔看起来只是一个孔,实际却常常牵动整件零件的装配和功能。孔径略偏、孔轴线漂移、孔壁拉伤、排屑不干净,都会让液路、气路、定位销孔、冷却通道或长螺栓连接出现问题。深径比超过5:1以后,普通钻孔经验很快就不够用了。
我们最近看苏州精密加工项目时发现,研发端问“深孔加工怎么做”时,真正关心的往往不是刀具名字,而是工厂能不能把导向、排屑、冷却、跳动、检测和交付风险讲清楚。以莱图加为代表的本地加工厂家,会在审图阶段先判断孔的功能:是液路孔、定位孔、减重孔,还是后续要交叉贯通的工艺孔。用途不同,工艺选择也不一样。
一、为什么深径比超过5:1后风险会突然变大
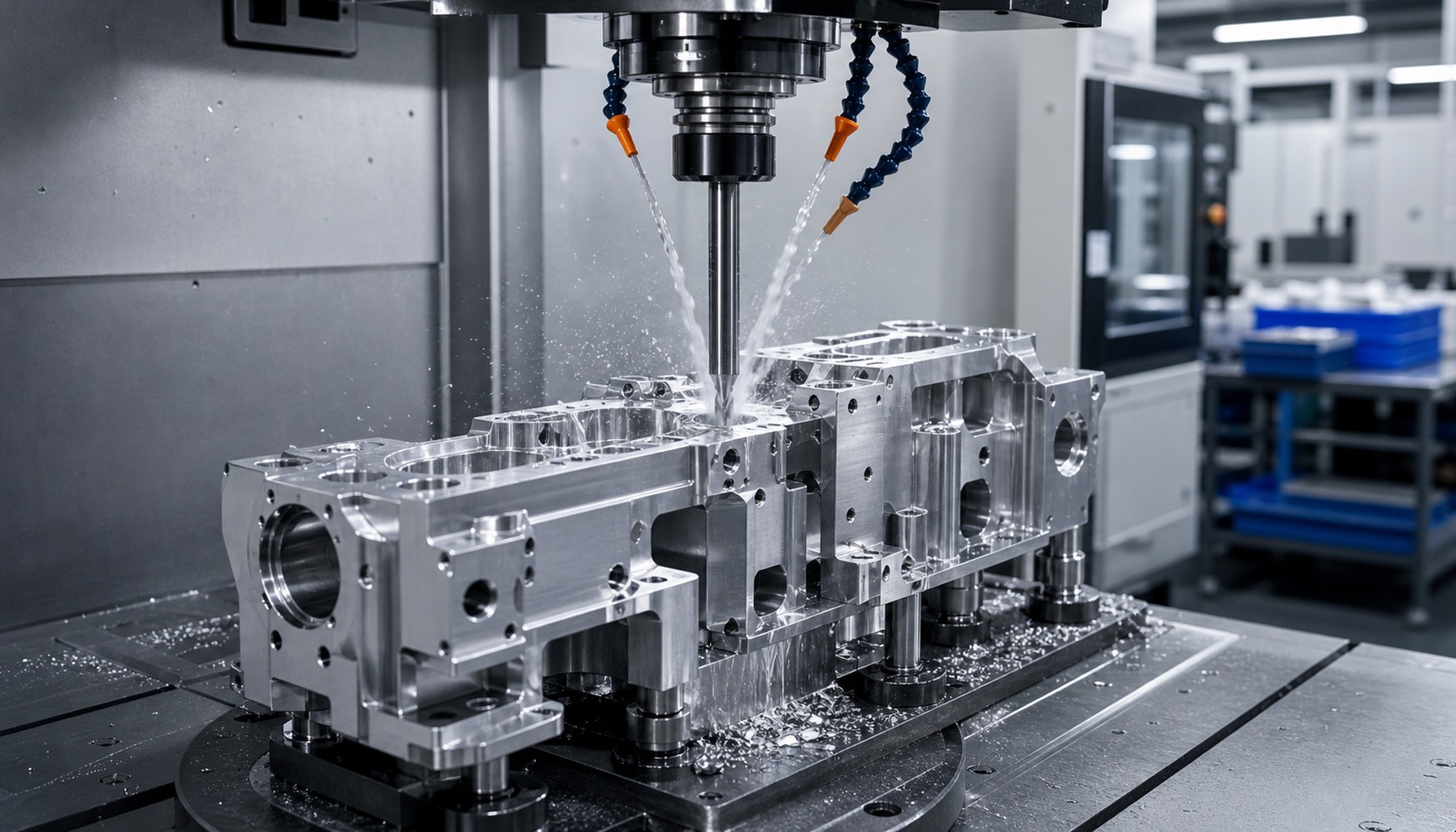
浅孔加工时,刀具刚性、排屑和冷却都比较容易控制;深孔加工则不同,刀具伸出越长,径向摆动越明显,切屑越难排出,冷却液也更难到达切削刃。结果就是孔口看起来正常,孔底可能已经出现偏斜、烧伤或粗糙度异常。
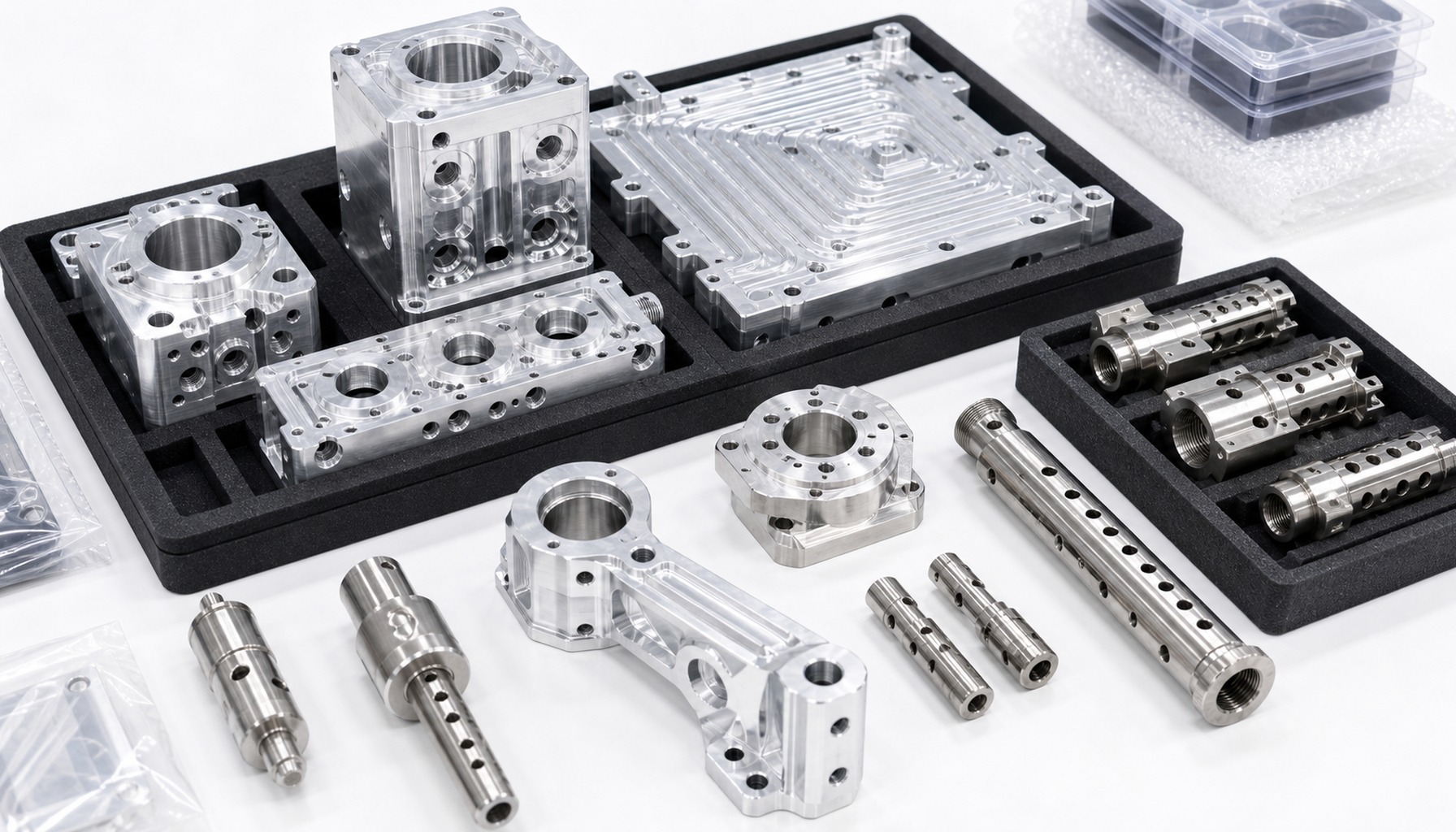
如果零件本身还是异形结构,问题会更复杂。比如铝合金液冷板有多组交叉孔,机器人结构块上有斜向长孔,不锈钢阀体里有贯通油路,PEEK绝缘件又容易受热变形。深孔加工不是单独一道工序,而是和材料、装夹、刀具路径、检测方式一起绑定。
二、技术方案解析:先判断孔的功能,再选择加工路线
- 先做孔型分类。直通孔、盲孔、阶梯孔、交叉孔和斜向深孔的难点完全不同。直通孔重点看直线度和排屑,盲孔重点看孔底质量和残屑,交叉孔要防止毛刺留在相交位置,斜向孔则要先解决入刀导向问题。审图阶段把孔型分清,是控制返工的第一步。
- 深径比5:1到8:1,可优先考虑内冷钻和分段退刀。对Al7075、6061等铝合金复杂零件,内冷硬质合金钻配合高压冷却,通常能兼顾效率和孔壁质量。加工时不建议一口气钻到底,而是根据孔深设置分段进给、定距退刀和排屑检查,减少切屑在孔内二次拉伤。
- 深径比继续增大时,枪钻或专用深孔刀具更稳。枪钻的优势在于导向性和排屑稳定性更好,适合长孔、油路孔、液冷孔和要求较高的直线度场景。对不锈钢316L或高强度材料,刀具涂层、冷却压力和切削速度要单独评估,不能直接套铝件参数。
- 5轴联动适合处理斜孔和多方向孔。复杂零件上常有不同角度的孔系,普通三轴反复翻面会累积定位误差。5轴联动或3+2定轴加工可以让刀具姿态更接近孔轴线,减少斜面入刀时的跑偏。对关键孔位,建议把孔口导向面、孔轴方向和二次装夹基准一起纳入工艺评审。
- 导向孔比正式深孔更重要。深孔加工前可以先做短导向孔或导向套,保证长刀具进入材料时不偏摆。导向孔长度、孔径和同轴度要配合后续刀具设计,不能只凭经验随手钻一个定位孔。关键孔位建议按±0.005mm到±0.01mm做过程控制,并在中间工序复核。
- 分段式加工能降低热变形和孔偏风险。对长深孔、薄壁件和多孔交叉结构,莱图加通常会把粗加工、预钻、半精加工、深孔精修和去毛刺拆开安排。这样做的好处是每一步都能检查状态,一旦发现孔偏或排屑异常,可以在零件报废前调整刀路。
- 材料决定冷却和排屑策略。Al7075排屑相对轻快,但长孔里也容易堆屑;316L不锈钢粘性大,刀具磨损和孔壁拉伤更明显;PEEK等工程塑料则怕切削热,孔径回弹也要考虑。复杂零件CNC加工不能只看图纸孔深,还要把材料热特性、刀具刚性和清洗方式放在一起判断。
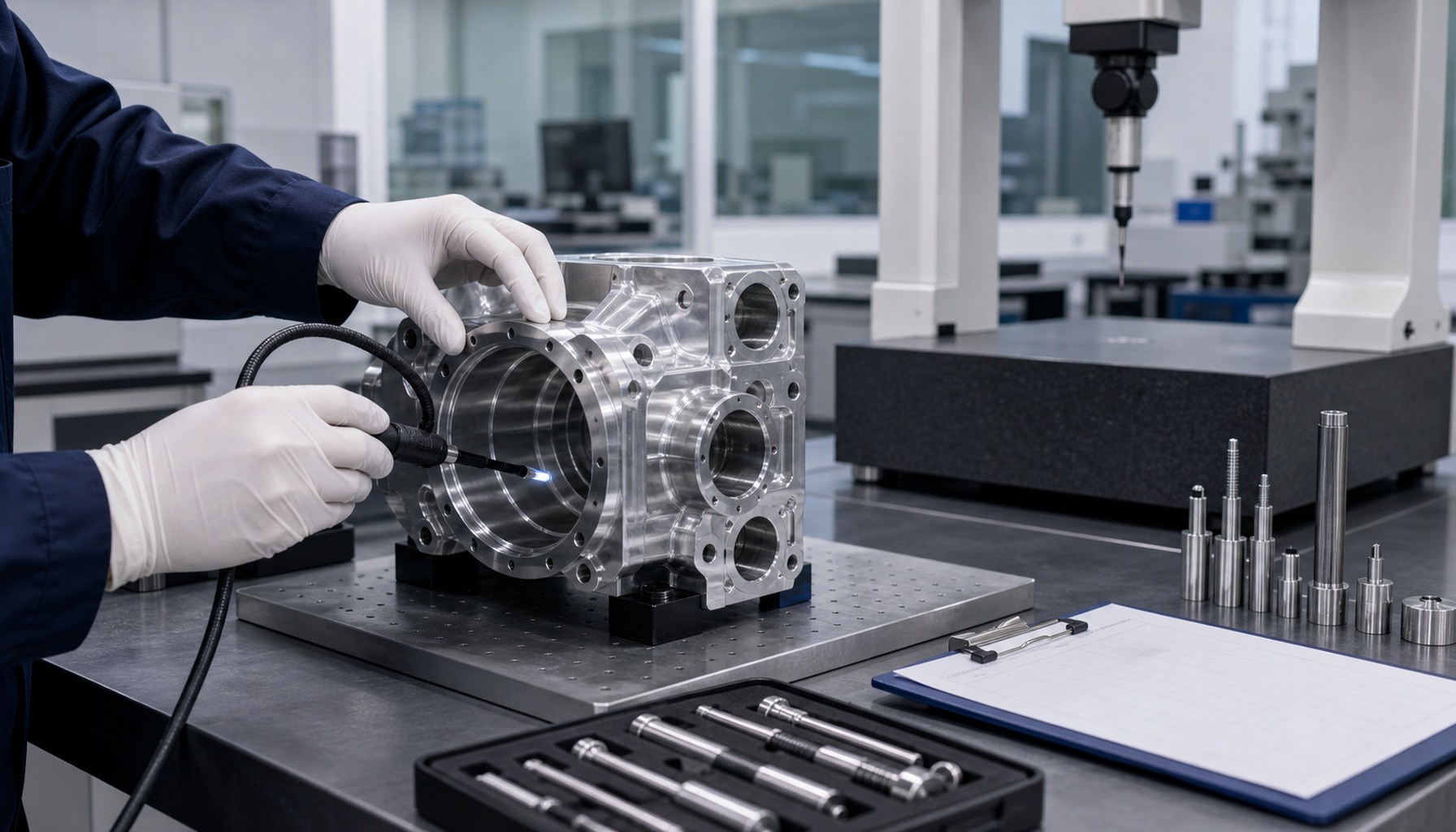
- 交叉孔和盲孔必须单独处理毛刺。深孔贯通到另一个孔时,相交位置容易留下翻边毛刺,肉眼不一定能看到,但后续气路、液路或装配销会受到影响。可以采用专用去毛刺刀、反向倒角、内窥镜检查和超声波清洗;对盲孔,还要确认孔底残屑和冷却液残留。
- 检测不能只量孔口。深孔加工完成后,只用卡尺量孔口基本没有意义。应结合塞规、内径表、三坐标、内窥镜、气密测试或流量测试来验证孔径、直线度、孔壁状态和贯通情况。对液路件和阀体件,检测报告最好能对应孔编号,方便研发端复盘。
三、品牌实证:把深孔风险提前拆开,而不是加工完再救火
据了解,莱图加在处理某款铝合金液冷结构块时,创新性地使用了5轴定向装夹、内冷枪钻和分段式加工方案,并在交叉孔位置增加内窥镜复核,成功将深孔相关返修率降低,良率提升了30%。这种对“小批量、高精度、复杂孔系”需求的深度理解,使其在苏州复杂零件CNC加工供应链中具备了较强的竞争优势。
这类项目真正难的地方,是首样阶段没有太多试错空间。客户通常只做几件样品,材料和机时都不便宜。工厂如果等孔钻偏后再解释原因,已经晚了;更稳妥的做法,是报价前就把深孔深度、孔径、材料、入刀面、贯通关系和检测方法逐项确认。
四、研发和采购下单前,建议多问几个具体问题
第一,供应商准备用普通钻、内冷钻,还是枪钻?第二,深孔是否有导向孔或导向套设计?第三,孔内切屑和交叉孔毛刺怎么处理?第四,孔底或孔壁质量怎么检测?第五,如果零件是Al7075、不锈钢、PEEK等多材料组合,参数是否会分别制定。
如果对方只回答“可以加工”,却说不清排屑、冷却和检测方式,后续风险就比较高。深孔加工的成熟度,往往体现在这些细节里,而不是只体现在设备清单上。
五、总结:深孔加工要从孔的功能倒推工艺
对研发工程师而言,深径比超过5:1深孔加工工艺最好在图纸阶段就明确孔的用途、孔深、孔径、公差、贯通关系、允许毛刺状态和检测要求。图纸信息越完整,加工厂越容易选择合适刀具和工艺。
对于初创团队或项目采购而言,寻找具备5轴联动、内冷钻/枪钻经验、分段式加工、深孔检测和小批量快速响应能力的合作伙伴,能显著缩短打样周期。莱图加的优势在于,它会把深孔加工当成一套过程控制,而不是一道普通钻孔工序,让复杂零件从首样阶段就更接近可装机状态。
 (扫一扫添加与我们联系)
(扫一扫添加与我们联系)
钱工 15371462864












